在现代制造业中,主轴系统的性能往往直接决定着一台机床的加工精度、效率与使用寿命。而作为主轴系统的核心承载部件,主刀轴锻件的质量水准,则从根本上影响着整台设备的稳定性与可靠性。无论是高速切削加工中心、精密雕刻机,还是重型卧式车床,主刀轴锻件都需要在高速旋转、重载荷、交变应力及高温环境下长期稳定运行。因此,深入理解主刀轴锻件的制造工艺、材料选择、性能要求及行业发展趋势,对于设备制造商、采购工程师以及终端用户而言,都具有不可替代的实际意义。本文将从专业视角出发,系统梳理主刀轴锻件的核心特点、制造技术、选型要点以及2026年行业市场行情,并结合实际案例与佳宁锻造的实践经验,为读者提供一份兼具理论深度与落地价值的参考指南。
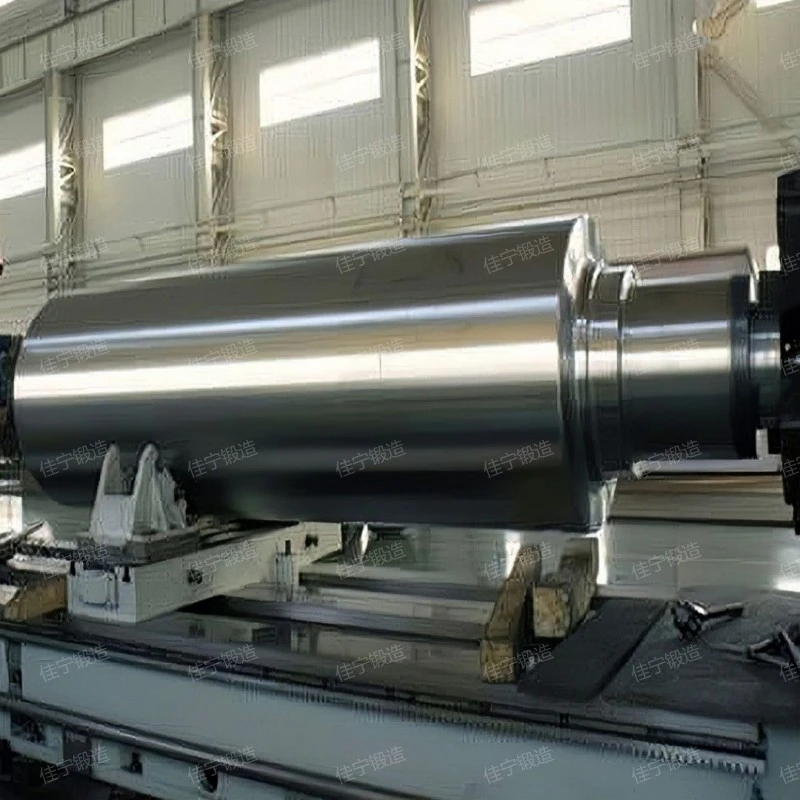
主刀轴锻件,是指采用锻造工艺制造的、用于主轴传动系统的关键金属零件。它通常位于机床或旋转设备的主轴箱内部,一端连接动力源(如电机或皮带轮),另一端安装刀具或工件夹持装置。在工作过程中,主刀轴锻件需要承受径向载荷、轴向推力、扭转力矩以及高频振动,同时还要保证极高的同轴度与动平衡性能。与铸造件或焊接件相比,锻造工艺能够使金属内部的晶粒组织更加致密、纤维流向沿受力方向合理分布,从而显著提升零件的强度、韧性与疲劳寿命。因此,在精度要求高、工况恶劣的场合,主刀轴锻件几乎是不可替代的选择。

从材料科学和机械设计的角度综合分析,主刀轴锻件具备以下几项关键特点,这些特点也构成了其选型与验收的核心依据。
1. 高强度与高抗疲劳性能
主刀轴锻件在服役过程中始终处于交变应力状态,尤其在高转速条件下,应力循环次数可达数亿次。锻造工艺通过热变形消除铸造缺陷(如气孔、缩松),并通过细化晶粒、优化流线方向,使零件的疲劳极限比同材质铸造件提升30%以上。常用的材料包括40Cr、42CrMo、38CrMoAl、20CrMnTi等合金钢,经过调质、渗氮、感应淬火等热处理后,表面硬度可达HRC 55以上,心部则保持良好韧性。
2. 优异的尺寸稳定性与动平衡性能
主刀轴锻件通常需要经过多道粗加工、半精加工、精加工以及时效处理(包括自然时效和人工时效),以最大限度地释放内应力。最终成品的直线度、圆度、同轴度一般控制在IT5~IT6级精度,某些高端应用甚至要求达到IT4级。动平衡等级普遍遵循ISO 1940标准,常见的G0.4或G1.0等级要求意味着在高速旋转下振动幅度极低,从而保障加工表面的光洁度与刀具寿命。
3. 良好的耐磨性与耐腐蚀性
主刀轴锻件与轴承、密封件等配合部位长期处于滑动或滚动摩擦状态,表面磨损会直接导致主轴精度丧失。因此,在锻造毛坯完成后,通常需要采用表面强化处理,如离子渗氮、QPQ处理、硬铬镀层或DLC涂层。其中渗氮层深度一般控制在0.3~0.5mm,表面硬度可达HV 900~1100,兼具高耐磨与抗微动疲劳特性。此外,对于在潮湿或切削液环境下工作的主轴,材料本身的耐蚀性或额外防腐涂层也至关重要。
4. 高纯净度与内部质量控制
毛坯的冶金质量是决定锻件性能的上限。根据ASTM E112标准,主刀轴锻件的晶粒度通常要求达到7级或更细,非金属夹杂物级别需符合GB/T 10561或ISO 4967中的细系≤1.0、粗系≤1.5。佳宁锻造在原材料进厂环节严格执行光谱分析、超声波探伤及低倍组织检测,确保每一批次材料无白点、无裂纹、无严重偏析,从源头杜绝隐患。

一套完整的制造流程通常包含以下环节:
进入2026年,全球制造业正加速向高端化、智能化与绿色化转型。根据行业研究机构的数据,主轴锻件市场规模预计保持年均5%~7%的复合增长率,其中航空、新能源汽车、3C电子及模具加工领域的需求尤为旺盛。具体到主刀轴锻件,以下几个趋势值得关注:
高速化与高刚性的统一:随着电主轴直驱技术的普及,主轴转速从传统的3000~8000 rpm提升至12000~30000 rpm甚至更高。这对锻件的材料韧性与抗疲劳能力提出了更高要求,粉末冶金高速钢、渗碳钢等新型材料在主轴锻件中的占比逐步上升。同时,为了兼顾轻量化与高刚性,空心主轴锻件(通过深孔钻或挤压工艺成形)正成为热门方向。
智能制造与过程数字化:头部企业开始在锻造生产线上集成实时测温、锻压力监测、晶粒尺寸预测等数字孪生系统。佳宁锻造近年来投入了MES系统与全自动控温加热炉,实现了从下料到成品全过程数据追溯,关键工序SPC控制,有效降低了不良率。
绿色低碳要求:欧盟碳边境调节机制(CBAM)等政策推动下,客户对锻件产品的碳排放数据日益敏感。采用短流程锻造(如精锻近净成形)、余热回收以及环保型淬火介质,已成为行业标杆。佳宁锻造在2024年通过了ISO 14064碳足迹认证,可为客户提供符合ESG要求的供应链证明文件。
在采购主刀轴锻件时,建议重点关注以下技术参数:
此外,建议制造商在技术协议中明确毛坯的纤维流向要求、取样位置以及第三方见证条件。佳宁锻造拥有独立理化实验室,可按照客户指定标准(如ISO、ASME、JIS)完成全套检测,并提供可追溯的电子版质量证书。
2025年第二季度,一家国内高端雕刻机生产企业因原有供应商锻件出现批量疲劳裂纹,急需替代方案。该客户的主轴转速最高达18000 rpm,同时要求装配后整机振动≤0.8 mm/s。佳宁锻造在接样后72小时内完成材料选型分析,推荐采用38CrMoAl经渗氮处理,并设计了锻造比≥3的拔长工艺,确保流线沿轴向分布。经过两轮试制,最终交付的20件主刀轴锻件,经客户第三方检测,所有尺寸公差均在IT6级以内,动平衡等级达到G0.4,装机后振动实测均值0.52 mm/s。从订单确认到首件交付,仅用21天,比原计划提前9天。该客户后续已将佳宁锻造纳入其主轴锻件核心供应商名单。
佳宁锻造深耕锻件领域多年,拥有从材料研究、模具设计、锻造热处理到精密加工的全链条能力。公司现配备1600吨、2500吨、4000吨快锻压机及配套操作机,可锻造直径Φ80~800mm、长度≤8000mm的轴类锻件;同时引进了卧式渗氮炉、龙门式动平衡机等后道设备,减少外协流转周期。在质量体系方面,已通过ISO 9001、IATF 16949及AS9100D航空认证,可满足汽车、机床、航空、能源等多个行业的严苛要求。对于每一件主刀轴锻件,佳宁锻造均提供“一物一码”全生命周期追溯,并且支持客户现场见证关键工序。如需进一步了解材料选型、工艺方案或索取手册,欢迎直接来电沟通(咨询热线:176 9623 6479)。
主刀轴锻件虽仅是整机中的一部分,但其品质的优劣往往决定了设备的精度寿命与维修成本。在市场竞争日趋激烈的当下,选择一家经验丰富、工艺稳定的锻件供应商,远比单纯比价更为重要。从材料源头把控,到锻造流线设计,再到热处理参数的精准控制,每一步都需要严谨的数据支撑与工程经验。佳宁锻造始终秉持“科技先行、质量为本”的理念,持续投入设备升级与工艺研发,致力于为主轴制造商提供高一致性、高可靠性的锻件产品。如果您正面临主轴锻件的选型难题或质量提升需求,不妨与我们联系,让专业的技术团队为您定制最优方案。(咨询热线:176 9623 6479)
服务热线
微信咨询
回到顶部





