在工业管道连接系统中,对焊法兰作为应用广泛的承压元件,其结构设计与制造工艺直接关系到整个管路系统的密封性与安全性。佳宁锻造基于多年锻压技术积累,针对石油化工、电力能源、船舶制造等行业的严苛工况,系统开发了多系列对焊法兰产品。从材料选用到加工成型,从热处理工艺到无损检测,每一个环节均遵循行业领先的工艺规范,确保产品能够适配高温、高压、强腐蚀等复杂使用环境。
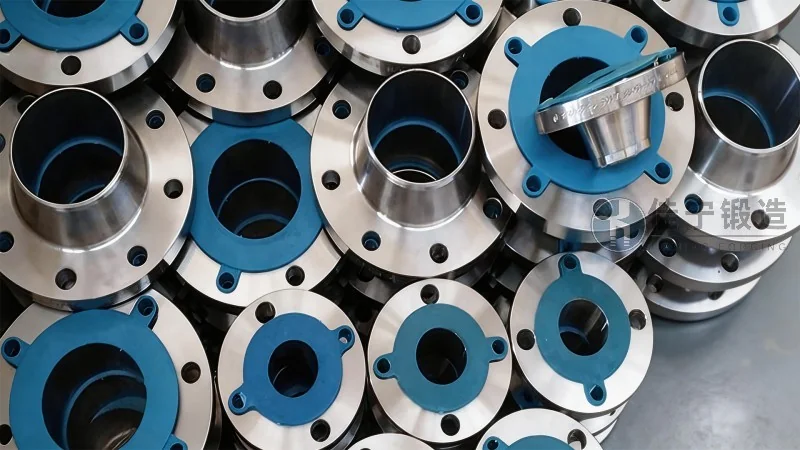
对焊法兰又称高颈法兰,其颈部设计为锥形过渡段,通过与管道端部进行对接焊接实现连接。这种结构使法兰与管道形成整体,能够均匀传递弯矩与轴向力,有效降低应力集中现象。法兰颈部采用锻造成型,金属流线沿受力方向分布,提升了抗疲劳与抗冲击能力。密封面类型涵盖凸面、凹凸面、榫槽面等,配备金属缠绕垫片或波齿复合垫片后,可在介质压力作用下实现可靠密封。与传统平焊法兰相比,对焊法兰的颈部补强作用显著,适用于公称压力PN16至PN400甚至更高压力等级的场景。

在炼化装置、超临界发电机组等应用中,对焊法兰需要承受介质温度超过500℃、压力超过20MPa的工况。佳宁锻造对焊法兰产品选用优质铬钼钢、不锈钢及镍基合金材料,通过精确控制锻造比和终锻温度,使晶粒细化至ASTM A级标准以上。产品经过调质处理(淬火+高温回火)后,抗拉强度、屈服强度及冲击韧性均满足ASME B16.5及GB/T 9124标准要求。实际案例表明,某重质油裂解装置中的对焊法兰,在连续运行9000小时后,密封面仍无可见蠕变,螺栓预紧力衰减低于5%,优于行业统计的平均衰减率。

对焊法兰的性能基础在于材料的正确选择与质量管控。佳宁锻造建立了涵盖碳钢、合金钢、不锈钢及特种合金的完整材料库,常用牌号包括A105、A182 F304/316、A182 F11/22等。所有原材料均附带第三方成分分析报告与力学性能测试报告,进厂后还需通过直读光谱仪与万能试验机复验。针对含硫化氢腐蚀介质的工况,可提供符合NACE MR0175/ISO 15156标准要求的抗硫型法兰,严格控制硬度值在HBW 200-237区间,并执行晶间腐蚀试验。2026年行业趋势显示,低碳环保型材料(如双相不锈钢S31803/S32750)在海水淡化与海洋工程中的用量预计增长18%以上,佳宁锻造已提前完成相关材料的工艺备案与批量生产能力建设。
对焊法兰的正确选型需要综合公称压力、公称通径、介质特性及温度等多个维度。以公称压力PN160为例,常温下可承载的允许工作压力为16.0MPa,当介质温度升至400℃时,压力额定值需按ASME B16.5的温度-压力等级表进行折减。建议设计者在确定壁厚时采用SW6强度计算软件,考虑法兰弯矩与承受推力的复合效应。若管道承受循环载荷(如往复压缩机进出口管线),优先选用带对接坡口的高颈法兰,并控制螺栓预紧力在材料屈服强度的40%-50%区间。佳宁锻造可提供详细的选型计算书与三维模型,支持客户在项目前期进行有限元分析校核。
华东地区某大型化工企业在乙二醇装置扩产项目中,原有碳钢对焊法兰因介质中含微量氯离子而出现应力腐蚀裂纹。佳宁锻造技术团队现场勘察后,建议将材料升级为SAF2507超级双相不锈钢,并采用榫槽面密封结构。项目批次共供应DN200/Class600对焊法兰56件,所有产品均通过-20℃低温冲击测试与10%过载水压试验。安装后经过24个月跟踪监测,未出现任何泄漏记录,螺栓扭矩稳定在初始值的95%以上,客户在该企业后续二期项目中继续指定采用相同方案。
2026年即将实施的新版GB/T 9124系列标准对法兰颈部过渡曲率半径与密封面表面粗糙度提出更严格的要求。佳宁锻造已提前升级加工设备,引进五轴联动加工中心与激光轮廓测量仪,确保颈部弧面精度达到0.05mm以内。同时,公司建立覆盖原材料、半成品及成品的全流程追溯系统,每一个法兰上都刻有唯一批号、材料炉号及操作人员代码,客户可通过官网或专用APP查询完整的制造档案。质量管理体系通过ISO 9001:2025版认证,环境与职业健康安全体系同步运行,符合欧盟CE与俄罗斯EAC等国际准入要求。
对焊法兰作为关键承压件,供货周期与售后响应同样影响项目进度。佳宁锻造拥有3条自动化锻造生产线与50台数控加工设备,标准规格产品常备库存,可满足紧急检修需求。对于非标需求的客户(如超大法兰、异形颈法兰、特殊坡口角度等),技术团队可在4小时内完成初版图纸响应,24小时内给出工艺路线与工期承诺。常年合作的第三方物流网络覆盖全国主要工业园区,急件支持专车直达。所有出厂法兰均附带完整的检测报告与质量合格证书,质保期内因制造原因导致的失效,公司承担全部换货与人工费用。(咨询热线:176 9623 6479)
面对未来数年全球能源转型带来的新需求,对焊法兰产品正在向轻量化、长寿命与数字化方向演进。佳宁锻造联合高校材料实验室开展了针对800MPa级高强度钢法兰的冷预紧研究,目标是将法兰重量降低15%同时保持密封性能不降级。公司定期举办技术交流沙龙,邀请用户单位的设计与设备管理人员共同探讨实际工况中的安装、维护经验。通过将一线反馈转化为工艺改进点,连续三年客户满意度调查平均分保持在9.3以上。在上下游协作中,佳宁锻造始终将产品质量的稳定性和技术服务的专业性作为核心价值,致力于成为管道连接领域值得信赖的合作伙伴。
服务热线
微信咨询
回到顶部





