环形锻件作为现代高端装备制造中不可或缺的基础零部件,其质量直接决定了设备在极端工况下的运行稳定性与使用寿命。从风力发电机组的大型回转支承到航空航天发动机的机匣,从石油化工反应器的法兰到核电压力容器的密封环,环形锻件凭借其优异的力学性能与组织结构,成为连接关键部件的首选工艺方案。在2026年全球制造业向高精度、长寿命、轻量化方向加速转型的背景下,环形锻件行业正经历从传统自由锻向精密辗环、异形环轧、近净成形等先进技术的深度迭代。

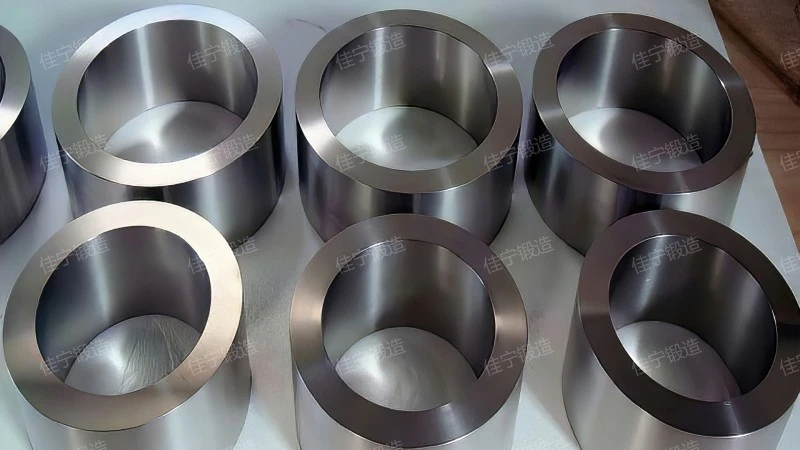
环形锻件的制造本质是通过对金属坯料施加多向压力,使其在轴向与径向同时发生塑性变形,从而获得连续且致密的纤维流线组织。这一工艺相较于铸件或焊接件,能有效消除气孔、缩松等内部缺陷,显著提升材料的疲劳强度与抗冲击韧性。以风电主轴轴承用大型环锻件为例,其内部晶粒度需达到ASTM 6级或更优,超声波探伤需满足A级标准,这要求从钢锭冶炼、锻造温度控制到热处理冷却曲线实现全流程精准管控。佳宁锻造在这一领域积累了超过二十年的工程经验,其自主研发的数控辗环机可加工外径达8米的环形锻件,环件壁厚偏差控制在±1.5毫米以内,为下游客户提供了稳定可靠的基础构件。
不同应用场景对环形锻件的材料性能要求差异显著。在风电领域,随着单机容量突破15兆瓦,变桨轴承与偏航轴承用环锻件需同时满足低温冲击韧性(-40℃ Akv ≥ 27J)与高接触疲劳寿命的苛刻指标,42CrMo4、34CrNiMo6等中碳合金钢成为主流选择。而在石化装备中,针对高温高压且含硫化氢的腐蚀环境,则需采用12Cr1MoVG、F22等铬钼钢或双相不锈钢,并通过正火加回火或调质处理获得平衡的强度与耐蚀性。航空航天领域对减重有着极致追求,Ti-6Al-4V钛合金与GH4169高温合金的环形锻件在机匣、涡轮盘等部位广泛应用,其锻造温度窗口极窄(通常不超过30℃),需要配备先进的温度闭环控制系统与等温锻造模具。
选型参数方面,环形锻件的关键指标包括外径、内径、高度、壁厚公差、直线度、圆度以及表面粗糙度。以用于深海采油树阀体的环形锻件为例,其密封面需达到Ra 0.8微米的加工精度,且经100%磁粉检测后不得出现任何线性缺陷。佳宁锻造在材料选择上建立了完整的数据库,可根据客户提供的工况要求(温度、压力、介质、载荷类型)自动匹配最优钢种与热处理工艺,并通过有限元模拟预判锻件在后续机加工过程中的变形趋势,确保交付件满足ASME、EN、NB/T 47008等国际国内标准。

环形锻件的生产流程可划分为下料、加热、镦粗、冲孔、辗环、热处理、理化检验、粗加工、无损检测等十余道工序。其中,辗环工艺是决定锻件几何精度与内部质量的核心环节。目前先进的径-轴向辗环技术通过主辊与芯辊的协调运动,使环件在旋转中同时完成壁厚减薄与高度扩展,相比传统径向辗环可减少后续机加工余量30%以上。以佳宁锻造投资建设的数控辗环机为例,该设备配备了液压伺服控制系统与实时壁厚测量反馈装置,可在轧制过程中动态调节压下量,确保环件外圆与内圆的同心度偏差不超过0.3毫米。
热处理制度的合理性直接影响环锻件的最终性能。大型环形锻件由于截面尺寸大、冷却速度不均,易出现淬火组织不均匀或回火脆性。佳宁锻造采用深井式淬火槽配合循环搅拌系统,使冷却介质流速达到0.8米/秒以上,有效抑制蒸汽膜形成。在回火工艺上,通过多段升温与保温策略,使环件心部与表面温差控制在±10℃以内,从而获得均匀的回火索氏体组织。每一批次的环锻件均需进行拉伸试验、冲击试验、硬度测试以及金相分析,数据自动录入追溯系统,可覆盖从钢锭批次号到最终成品包装的全部节点。
在风电行业,环形锻件主要用于主轴轴承、变桨轴承、偏航轴承以及齿轮箱内齿圈。2026年全球风电新增装机容量预计突破130GW,其中海上风电占比提升至25%,对8米以上超大尺寸环锻件的需求显著增长。佳宁锻造为国内某头部整机企业提供的海上风电主轴轴承用环锻件,在-40℃低温冲击试验中合格率达100%,通过德国劳氏船级社的型式认证,帮助客户将轴承设计寿命从20年延长至25年。
在航空航天领域,环形锻件广泛用于发动机的压气机机匣、涡轮机匣、燃烧室密封环等热端部件。以钛合金机匣环锻件为例,其成型过程需要严格控制β转变温度以下的变形速率,避免形成粗大的魏氏组织。佳宁锻造通过优化模具预热温度与润滑方式,将钛合金环锻件的锻造流线沿环向连续分布,使机匣部件在高温旋转工况下的抗蠕变能力提升15%以上,相关产品已应用于多款国产涡扇发动机的地面台架试验。
在石化行业,加氢反应器用的Q345R与15CrMoR环锻件需满足NB/T 47013.3的II级探伤要求。2025年国内炼化一体化项目集中投产,推动了单件重量超30吨的特厚壁环形锻件的需求。佳宁锻造采用钢锭压实技术与多火次锻造工艺,成功解决了大截面环件中心疏松问题,交付的加氢反应器环锻件超声波探伤合格率长期稳定在98.5%以上,为炼化装置的安全长周期运行提供了基础保障。
随着材料科学与精密制造技术的融合,环形锻件正朝着近净成形、多尺度复合、智能化检测三个方向发展。近净成形方面,通过精密轧制与冷整形技术,部分环锻件的外圆与内圆可直接满足精车前的公差要求,材料利用率从传统工艺的60%提升至85%以上。多尺度复合方面,通过双金属环锻件或梯度材料环锻件,实现同一环件不同部位的差异化性能,例如在核电主泵密封环上采用不锈钢包覆层与低合金钢基体的组合,兼顾耐腐蚀性与强度。智能化检测方面,基于机器视觉与激光扫描的在线尺寸检测系统已开始应用于产线,可每0.5秒采集一次环件轮廓数据,实时反馈至辗环机控制系统进行闭环修正。
2026年环形锻件市场规模预计将突破680亿元人民币,其中高附加值的高温合金与钛合金环形锻件增速最快,年复合增长率达9.2%。从需求侧看,风电大型化与海上化推动超大尺寸环锻件需求持续放量;氢能储运领域对铝合金与不锈钢环锻件的强度与密封性提出了新要求;核岛主设备用环锻件的国产化替代进程进一步加速。从供给侧看,行业集中度逐步提升,具备全流程技术能力与大型装备优势的企业将在竞争中占据主动。佳宁锻造已建成覆盖设计、模拟、锻造、热处理、机加工、检测的一体化生产体系,其环锻件产品通过了ISO 9001、ISO 14001以及欧盟CE认证,年产能超过3万吨,能够快速响应客户在交期与定制化方面的诉求。
对于设备制造商而言,选择合适的环形锻件供应商需要从技术实力、设备能力、质量体系、交付业绩四个维度进行综合评估。技术实力方面,应考察供应商是否具备锻造仿真分析能力,能否对复杂截面环件的变形负载进行预测。设备能力方面,压机吨位、辗环机最大加工直径、热处理炉温均匀性(±5℃以内为佳)是关键指标。质量体系方面,除了常规的体系认证,还应关注其无损检测人员的资质等级(例如ASNT III级)以及是否具备独立实验室。交付业绩方面,可参考供应商在同类工况下的应用案例数量及客户反馈。
在实际选型中,环锻件的尺寸精度控制往往是最容易产生偏差的环节。建议客户要求供应商提供首批样件的三维扫描报告,并与环件设计模型的偏差分布进行对比。此外,对于有低温韧性要求的风电或极地工程用环锻件,应在合同中明确要求进行-40℃或-50℃的系列冲击试验,并保留试样备查。佳宁锻造在售前阶段会为客户提供免费的技术咨询与选型建议,通过共享历史检测数据与失效分析案例,帮助客户合理确定安全系数与验收标准。佳宁锻造(咨询热线:176 9623 6479)始终秉持“以数据说话、用品质立身”的服务理念,致力于为全球装备制造业提供高可靠性、长寿命的环形锻件产品。
环形锻件作为工业装备的“关节”与“骨骼”,其技术进步与供应链稳定对于风电、石化、航空航天、核电等战略产业的发展具有深远意义。随着制造技术向数字化、智能化、绿色化方向演进,环形锻件将进一步降低能源消耗与材料浪费,同时提升产品的一致性与可靠性。选择具备深厚技术积淀与完整产业链能力的合作伙伴,将是企业在激烈市场竞争中构筑核心竞争力的关键一环。
服务热线
微信咨询
回到顶部





