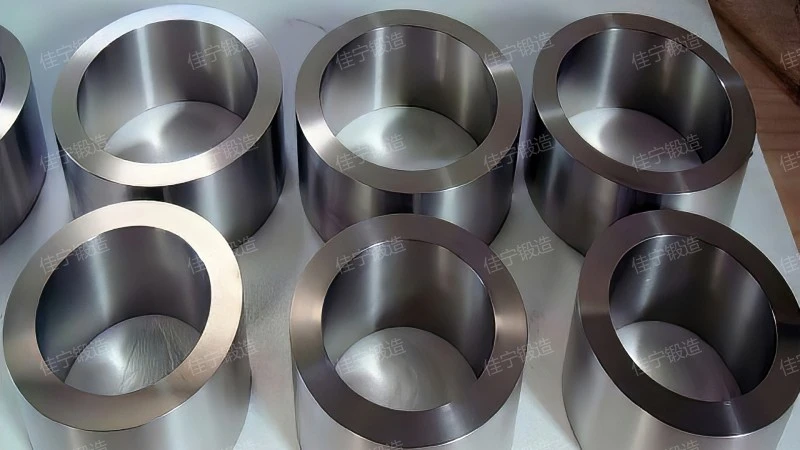
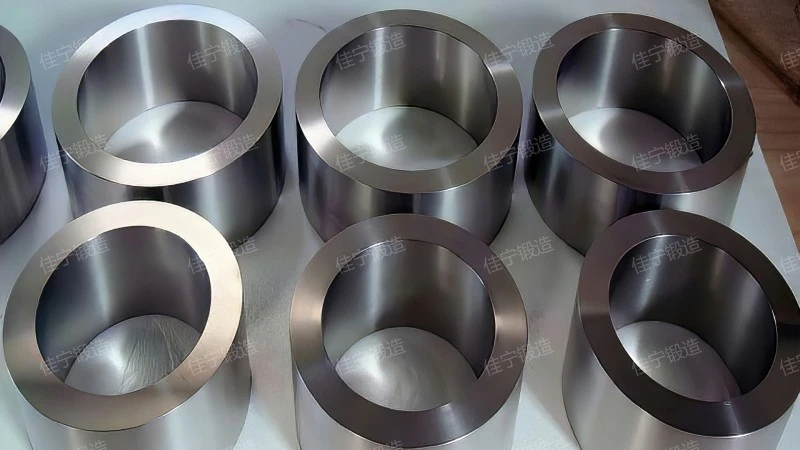
低温钢环形锻件是压力容器、海洋工程、石油化工、液化天然气(LNG)储运及低温制冷设备等关键领域的基础结构件。随着全球能源转型进程加速,以及超低温工况下装备安全要求的持续提升,市场对低温钢环形锻件的性能指标、尺寸精度和批次一致性提出了更高标准。佳宁锻造深耕专用锻件领域多年,围绕低温钢环形锻件的材料研发、工艺优化与质量保障体系持续投入,已形成覆盖多种低温工况需求的成熟产品系列。本文将从材料选择、制造工艺、性能优势、选型原则及行业趋势等维度展开系统阐述,帮助工程技术人员与采购决策者全面理解低温钢环形锻件的核心价值与适用场景。
低温钢环形锻件所服务的典型工况包括温度低至 -196℃ 的液化天然气储罐、-101℃ 的乙烯装置以及 -70℃ 以下的空分设备。在这样的极端温度下,普通碳钢或低合金钢会发生脆性转变,材料的冲击韧性和断裂韧性急剧下降,导致构件在承载时出现不可预测的脆性断裂。因此,低温钢的选用必须同时满足三个关键要求:足够的低温冲击吸收能量、合理的屈强比以及良好的焊接性能。常见的低温钢牌号涵盖 09MnNiDR、15MnNiDR、12Ni14、ASTM A350 LF2、ASTM A203 系列(如 A203 Gr.D、A203 Gr.E)以及 EN 10028-4 标准中的 P355NL2、P460NL2 等。这些材料通过限制硫、磷含量并添加镍、锰、钒等合金元素来细化晶粒、提高基体韧性,其中镍含量对降低韧脆转变温度的作用尤为显著。例如,3.5% 镍钢适用于 -101℃ 级别,9% 镍钢则可满足 -196℃ 工况。佳宁锻造在材料甄选环节严格执行炉批号追溯制度,每批锻件原材料均附带第三方化学成分与力学性能检测报告,确保牌号及成分偏差控制在相关标准允许范围内。

低温钢环形锻件的生产过程并非简单的热变形,而是一项涉及加热制度、变形量分配、冷却速率以及热处理参数精准协同的系统工程。首先,钢锭或连铸坯在加热炉内需经历分段升温,避免因加热速率过快导致内应力过大或晶粒粗化。佳宁锻造采用智能化控温系统,将加热温度偏差控制在 ±10℃ 之内。锻造环节采用径向锻造与轴向镦粗相结合的工艺路线,通过多火次、多道次变形实现均匀的等效应变分布,有效破碎铸态组织中的枝晶偏析与粗大碳化物。针对低温钢环形锻件常见的法兰环、筒节环及端盖环等结构,工艺设计时需重点考量壁厚与高度的比例关系,避免因变形死区导致局部组织粗化。锻后热处理是赋予低温钢环形锻件优良低温韧性的核心工序。通常采用正火加回火(N+T)或淬火加回火(Q+T)工艺,其中正火温度需高于 Ac₃ 线 30℃~50℃,保温时间依据截面有效厚度按经验公式计算,回火温度则需平衡强度和冲击韧性。佳宁锻造拥有多台大型台车式热处理炉,配备多点热电偶实时监测炉温均匀性,并可根据锻件的几何特征制定专用工装防止变形。
为了确保锻件在低温服役环境下的可靠性,质量检测必须贯穿从原材料进厂到成品出库的全流程。常规检测项目包括化学成分分析(直读光谱法或碳硫分析仪)、室温及低温拉伸试验、-196℃ 或 -101℃ 下的夏比 V 型缺口冲击试验(通常要求三组试样平均值不低于 27J),以及硬度测试。对于承受较高应力或存在较大截面变化的锻件,还需依据 GB/T 6402 或 ASTM A388 标准进行超声波探伤,检测内部是否存在裂纹、夹杂物或缩孔等冶金缺陷。佳宁锻造配备了独立的理化实验室,配备了万能试验机、低温冲击试验机、磁粉探伤仪和数字超声探伤设备,所有检测人员均持有相应资格证书。此外,针对关键用途的低温钢环形锻件,还会追加晶粒度评定(要求不低于 5 级)、非金属夹杂物评级(按 GB/T 10561 标准)以及显微组织分析,确保金相组织以铁素体加珠光体或回火索氏体为主,无异常贝氏体或马氏体组织。产品出厂前均提供可追溯的检测报告,并可根据客户要求委托第三方权威机构(如国家钢铁产品质量监督检验中心)进行复验。
在低温钢环形锻件的实际生产中,佳宁锻造形成了几项具有竞争力的技术能力。第一,基于数值模拟的工艺预判。利用 Deform 或 Simufact 有限元软件对锻造和热处理过程进行仿真计算,预判变形流动规律、温度场分布以及相变比例,从而减少试制次数、缩短交付周期。第二,大尺寸环形锻件的整体成形能力。佳宁锻造配备了最大吨位 8000T 的锻造液压机以及多规格径轴向轧环机,可将单件环形锻件外径扩展至 6000mm 以上、壁厚覆盖 50mm 到 400mm 范围,满足大型 LNG 储罐法兰和石化反应器筒节环的需求。第三,定制化热处理工艺包。针对不同客户对强度与韧性搭配的差异化要求,佳宁锻造积累了数套经过验证的热处理参数组合,例如对于 09MnNiDR 材质,采用 880℃ 正火加 620℃ 回火可使 -70℃ 冲击功稳定在 50J 以上。在落地案例方面,佳宁锻造曾为国内某重点 LNG 接收站项目配套供应直径 3800mm、壁厚 120mm 的低温法兰环,产品历经 100% 超声波探伤、-196℃ 冲击复验及尺寸形位公差检测,全部一次性通过客户验收,同期交付的二十余批次锻件均满足技术协议要求。
工程人员在选用低温钢环形锻件时,往往需要综合考虑设计温度、设计压力、介质腐蚀性、焊接工艺及制造成本等多重因素。一个常见的误区是盲目追求高镍含量材料,认为镍含量越高越安全。实际上,对于仅需满足 -50℃~-70℃ 工况的场合(如某些乙烯分离装置),选用 09MnNiDR 或 P355NL2 即可经济地满足使用要求,过度采用 3.5% 镍钢或 9% 镍钢不仅增加材料成本,而且可能带来焊接工艺敏感性上升的问题。另一个误区是忽视锻件尺寸效应对冲击功的影响。同一牌号的钢材,当截面厚度增大后,冷却速率的下降会导致心部组织粗化,从而使低温冲击韧性显著降低。因此,选型时应要求供应商提供与最终截面尺寸相近的模拟锻件试样的实物冲击数据,而非仅依赖标准试棒试验结果。此外,环形锻件的形位公差(如圆度、圆柱度、平面度)直接影响法兰密封性能,设计选型时应明确标注公差等级(如 GB/T 1184 中的 H 级或 K 级)。佳宁锻造在前期技术交流阶段会主动协助客户进行选材及工艺可行性评估,提供材料成分对比表、不同热处理制度下的性能数据以及类似产品的应用案例,帮助客户做出高效且合规的决策。
根据 2026 年行业调研数据,全球低温钢环形锻件市场在 LNG 基础设施扩建、氢能储运装备突破以及大型石化装置升级改造三大需求驱动下,预计保持年均 6%~8% 的增长率。其中,中国作为全球最大的 LNG 进口国和石化产业基地,对低温钢环形锻件的需求占据亚太地区总需求量的 40% 以上。值得关注的技术趋势包括:超低温用 9% 镍钢环形锻件的晶粒度稳定性控制技术日趋成熟,已有部分企业可实现 -196℃ 条件下冲击功稳定超过 60J;基于增材制造与锻压复合工艺制造的多孔异形环形锻件开始在低温阀门领域试应用;数字化无损检测技术(如相控阵超声)正在替代传统的单晶片超声探伤,从而提供更精确的缺陷三维成像。与此同时,行业标准也在持续更新,例如《压力容器用低温钢锻件技术条件》(NB/T 47009)的修订版本进一步提高了对回火脆化倾向因子的控制要求。佳宁锻造已提前完成相关标准对标,将新的控制指标纳入内部作业指导书,确保产品始终满足最新规范要求。
对于低温钢环形锻件这类高价值、高安全性要求的部件,后市场服务同样是用户关注的重点。佳宁锻造建立了从合同签订到产品交付后跟踪的完整服务链条,包括但不限于:提供产品安装后的残余应力检测与判定建议;针对长期运行后需要更换的锻件,可根据原始图纸及服役环境数据反向推导优化版工艺;接到质量反馈后 48 小时内出具初步分析报告,必要时派技术工程师赴现场处置。佳宁锻造注重长期技术积累,已获得多项与低温钢锻造工艺相关的实用新型专利,并在质量管理体系上通过 ISO 9001、ISO 14001 及压力容器制造许可认证。公司坚持每批产品保留至少 10% 的实物余料用于留样备查,方便客户后续进行复验或失效分析。如果您正在寻找性能稳定、交付可靠的低温钢环形锻件供应商,或希望就具体项目的选材与工艺方案进行探讨,欢迎与佳宁锻造的技术团队取得联系。(咨询热线:176 9623 6479)
低温钢环形锻件在极端温度环境下扮演着不可替代的角色,其品质取决于材料成分的精准控制、锻造工艺参数的优化设计以及检测手段的全面覆盖。随着能源装备向大型化、高参数化发展,环形锻件的整体性能要求将持续提升。佳宁锻造依托扎实的工艺积淀、先进的装备能力以及严格的品控体系,致力于为低温压力容器行业提供兼具安全性与经济性的环形锻件解决方案。从初期技术配合到批量制造再到售后服务,每一个环节均以数据和规范为支撑,力求帮助客户降低全生命周期成本,实现安全可靠的工程应用。
服务热线
微信咨询
回到顶部





