在工业制造向高可靠性、长寿命与轻量化方向持续演进的背景下,不锈钢环形锻件因其优异的综合力学性能、耐腐蚀性以及结构完整性,已成为风电、航空航天、石化装备、海洋工程及高端机械传动领域不可或缺的关键零部件。据行业研究机构2025年发布的报告预测,到2026年全球环形锻件市场规模将突破480亿元人民币,其中不锈钢材质占比预计提升至38%以上,年复合增长率保持在6.5%左右。这一增长主要得益于海上风电大型化趋势对主轴法兰、塔筒连接环的强度要求攀升,以及石化行业应对高硫、高氯工况对耐腐蚀材料的刚性需求。在这一赛道上,佳宁锻造凭借十余年深耕经验,逐步构建起从原材料研判到成品交付的全流程能力,为下游客户提供兼具成本效益与性能稳定性的环形锻件解决方案。
不锈钢环形锻件并非简单的金属成型件,而是材料科学、热加工工艺与精密检测技术多重耦合的结果。以常见的奥氏体不锈钢(如316L、304H)和双相不锈钢(如S31803、S32750)为例,其锻造加热温度区间狭窄(通常控制在1150℃~1200℃),若温度波动超过±20℃,极易引发晶粒粗化或表面裂纹,直接影响锻件的疲劳寿命。佳宁锻造在工艺开发阶段通过热力学模拟软件进行锻造窗口预判,结合多年积累的温控数据库,将实际锻造温度偏差稳定控制在±15℃以内。这种对工艺细节的严苛把控,使得成品锻件的晶粒度普遍达到6级以上,超声波探伤满足ASTM A388标准中的高灵敏度要求。对于终端用户而言,这意味着环形锻件在承受交变载荷时具备更长的裂纹萌生周期,设备维护周期可延长15%~20%。

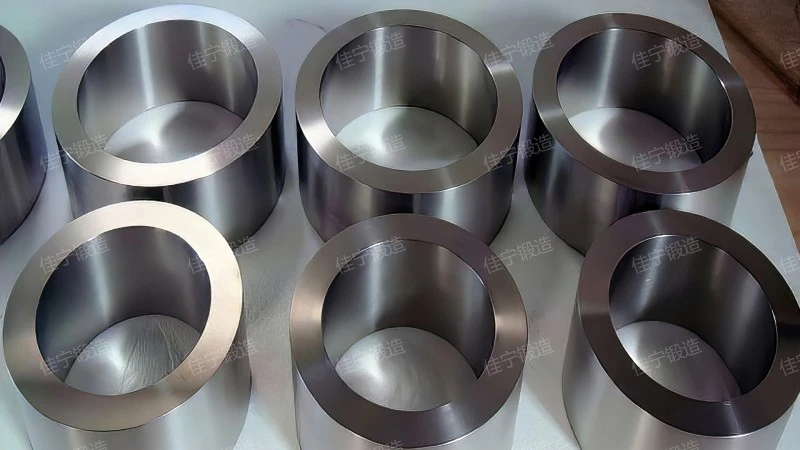
环形锻件的制造路径通常分为自由锻制坯与辗环成型两个阶段。第一步是将经过严格化学成分复验的钢锭或钢坯加热至奥氏体化温度,通过液压机进行墩粗、冲孔、扩孔等操作,形成毛坯环。第二步是使用精密辗环机对毛坯进行连续径向与轴向碾压,使金属流线沿环向均匀分布,从而获得纤维方向与受力方向高度一致的微观组织。这种流线结构是环形锻件区别于铸造或焊接环形件最显著的优势——铸造内因无法避免缩松与枝晶偏析,焊接结构则在热影响区存在组织弱化带,而锻造流线能够使不锈钢环形锻件的抗拉强度提升10%~15%,延伸率提高20%以上。佳宁锻目前配备有5000吨液压机与多种规格数控辗环机,可覆盖外径100mm至6000mm、高度50mm至1200mm的环形锻件需求,在工艺稳定性与尺寸精度上形成双重保障。
在几何精度控制方面,不锈钢环形锻件需依据图纸要求达到IT8~IT10级公差,对于高精度应用场景(如航空发动机机匣安装边),甚至需要达到IT7级。佳宁锻造通过引入在线尺寸监测系统,在辗环过程中实时测量外径、内径与高度变化,并自动反馈调整轧制参数,使得成品尺寸重复性偏差控制在±0.3mm以内。配合后续的数控车削与磨削精加工,最终交付的环形锻件圆度误差可低于0.05mm,平面度控制在0.1mm以内。这些数据在风力发电机组法兰连接中尤为关键——法兰端面不平度超标0.1mm,就可能导致螺栓预紧力不均匀,在20年服役周期内引发疲劳断裂风险。正是对这种“毫米级失效”的深刻认知,佳宁锻造将尺寸检测步骤前置至每一道工序,而非仅依靠最终检验。

不同应用场景对不锈钢环形锻件的材质选择有着截然不同的侧重点。以海上风电变压器配套法兰为例,服役环境兼具高湿度、氯离子侵蚀与交变载荷三重挑战,普通304不锈钢在盐雾环境下可能3~5年内出现点蚀。佳宁锻造根据项目经验推荐使用022Cr17Ni12Mo2(316L)或S31803双相不锈钢,其中钼元素的加入显著提升了对氯离子应力腐蚀的抵抗力,而双相不锈钢因其铁素体与奥氏体两相各占约50%的结构特点,抗拉强度可达620MPa以上,屈服强度是304的1.5倍。针对化工行业高压反应器的密封环,则需要考虑耐高温蠕变性能,选用321H或347H牌号,通过稳定化元素钛或铌的添加,在500℃~700℃区间避免晶间腐蚀倾向。佳宁锻造的工程团队在选型阶段会同步调取客户的介质温度、压力波动区间、安装地气候条件等参数,利用模拟软件对比不同牌号的极化曲线与渗透速率,出具《材料适配性分析报告》,以此作为锻造工艺制定的依据。
除牌号选择外,不锈钢环形锻件的热处理工艺同样决定其最终耐蚀能力。固溶处理(通常在1050℃~1100℃保温后水冷)不能简单以温度达标为终点,还需关注保温时间的充分性。以316L为例,壁厚每增加10mm,保温时间需延长15~20分钟,否则碳化物无法完全溶解于奥氏体,会在晶界析出并降低耐晶间腐蚀性能。佳宁锻造配置了带有分区控温的台车式固溶炉,炉温均匀性控制在±8℃以内,配合数字化记录系统,每批次产品均有可追溯的工艺曲线。对于超级奥氏体不锈钢(如904L、6Mo合金)或哈氏合金等特殊材质,热处理参数差异极大,佳宁锻造建有专项参数库,涵盖17种常用不锈钢牌号的热处理规范,确保复杂工况下的性能一致性。
不锈钢环形锻件的质量可靠性建立在多层级检测网络之上。从原材料进厂开始,佳宁锻造执行“三检制”:供应商资质审核、每批入厂光谱检测(PMI)以及第三方实验室复验。化学成分偏差必须控制在GB/T 1220或ASTM A240规定范围内的中间偏严值,例如316L中碳含量上限虽可允许0.03%,但佳宁内部标准收紧至0.025%,以最大限度降低焊接时敏化风险。锻造过程中的过程检验包括炉温记录自动比对、变形量计算复核、以及每50件抽检1件的金相组织观察,重点评估晶粒均匀度、非金属夹杂物级别与碳化物分布状态。在成品环节,除了常规尺寸、硬度和力学性能测试(拉伸、冲击、弯曲),佳宁锻造重点投入于超声相控阵(PAUT)与渗透检测(PT)能力的建设。PAUT可实现对环形锻件内部微小缺陷的三维成像,检测灵敏度达到Φ0.8mm等效平底孔,相比传统单晶探头的Φ2mm标准有了质的提升,这对于航空级环形锻件的高安全要求尤为关键。
具体数据方面,佳宁锻造近年累计完成的超声波检测记录显示,不锈钢环形锻件的内部缺陷率控制在1.2%以内,远低于行业平均3.5%的水平。这一差异源于对锻造比的控制——锻造比不足时,钢锭中心的疏松难以压合,而过度锻造又可能产生内部分层。佳宁锻造根据环形件尺寸与材料特性,设定最小锻造比不低于3:1,关键承力件则提升至5:1,确保原始铸态组织完全破碎并形成致密流线。对于表面质量,采用自动化酸洗钝化线进行表面处理,通过控制硝酸与氟化氢浓度比(通常8:1~12:1)、液温(60℃~70℃)及浸泡时间,使表面形成均匀的钝化膜,符合ASTM A380标准并结合蓝点试验验证无游离铁离子污染。此流程在化工与食品行业客户的现场审计中多次获得认可。
不锈钢环形锻件的应用场景横跨多类高端制造领域。在风力发电行业,随着海上风电机组单机容量突破15MW,其主轴轴承座、齿轮箱法兰及塔筒连接环均需采用高强度奥氏体不锈钢锻造。佳宁锻造为国内某海上风机制造商配套的塔筒法兰,外径3800mm,壁厚120mm,材质为S31803,经EXXON UOP认证的抗氢致开裂(HIC)测试与硫化物应力腐蚀(SSCC)测试,在模拟含H2S的海洋环境中服役寿命达到设计要求2.3倍。该客户连续三个年度将佳宁锻造列为核心供应商,年采购量逾1500吨。在石化装备领域,某炼化一体化项目的加氢反应器采用整体锻造法兰与筒体连接,佳宁锻造提供了直径4200mm、高度850mm的316L环形锻件,产品经过正火+固溶+时效三段热处理后,20℃低温冲击吸收功达130J(设计要求≥80J),硬度均匀性波动小于HB 15,保证了反应器在300℃、20MPa工况下的密封可靠性。
在航空航天领域,虽然市场体量相对较小,但对环形锻件的材质纯净度与性能容差要求极为苛刻。佳宁锻造通过了AS9100D航空航天质量管理体系认证,可按AMS标准生产15-5PH、17-4PH等沉淀硬化不锈钢环形锻件,应用于发动机轴承座法兰、辅助动力装置壳体等位置。其交付的某一批次外径600mm的15-5PH环形件,经过纵向与横向取样测定,抗拉强度均值为1240MPa,屈服强度1060MPa,延伸率达14%,完全满足SAE AMS 5659标准中对H1025状态的要求。这些案例折射出佳宁锻造在产品多品种、小批量弹性生产能力上的积累,而非仅仅聚焦于标准件的大规模制造。
展望2026年,不锈钢环形锻件市场将呈现三个显著趋势:一是超大型化,受海上风电20MW级机组与深海采油平台需求推动,外径超过6000mm的环形锻件订单量预计增长35%以上,这对锻造设备的台面吨位与辗环机的跨距提出了更高要求;二是材料复合化,双相不锈钢与镍基合金的用量在石化与核电领域持续上升,部分企业开始探索Inconel 625与316L的复合锻造工艺以平衡成本与性能;三是数字化可追溯,下游客户越来越要求供应商提供基于区块链或数字孪生的全流程质量追溯报告,从钢锭熔炼批次到热处理每个保温时刻的记录均可在线查询。佳宁锻造已开始部署基于工业物联网的能源管理与工艺参数自动采集系统,计划在2026年一季度前实现关键工序数据上链,以应对欧盟碳边境调节机制(CBAM)对供应链碳足迹披露的要求。
对于正在选购不锈钢环形锻件的采购与工程师团队,建议重点关注三个核心维度:首先是供应商对材料变异性的控制能力——不同钢厂出品的同一牌号不锈钢在杂质元素含量与晶粒度上存在差异,优秀的锻件厂应具备独立抽检复验习惯而非直接信任材料质保书。其次是锻造火次与变形量的匹配,部分厂商为降低成本采用一次加热直接辗环,导致锻造比不足而内部疏松难以消除,佳宁锻造坚持根据产品尺寸与材质调整火次,例如外径超过3000mm的奥氏体不锈钢环件至少采用两火成型,中间增加回炉保温以促进组织均匀化。最后是交付周期与批量稳定性,环形锻件的热处理周期往往占据总工期的40%以上,固溶炉的装炉量与升降温速率直接决定产品一致度,建议优先选择拥有自有热处理设备且通过国家实验室认可的非外包生产方式。
不锈钢环形锻件作为连接大型装备关键部件的“筋骨”,其质量优劣直接影响设备全生命周期的安全性与经济性。从材料端的风控到锻造可控性的反复求解,从无损检测的精细化到表面处理的一致化,每一环节的偏差都可能被放大为服役现场的安全隐患。佳宁锻造成立以来,持续在工艺研发、设备升级与人才梯队培养上保持投入,每年将营收的5%以上用于新技术验证,先后获得多项发明专利与实用新型专利。公司建有独立理化实验室,配备直读光谱仪、万能试验机、冲击试验机、金相显微镜及超声相控阵设备,确保每件产品出厂前均完成涵盖力学性能、化学成分、无损探伤及尺寸精度的全面判定。面对2026年市场对更高性能、更短交期、更透明追溯的复合型需求,佳宁锻造将以现有技术积淀为基础,继续深化与上游特殊钢厂商的合作研发,同时拓展海外项目认证范围,在风电、石化与航空三大主航道中为客户提供更具性价比的环形锻件定制服务。如果您对不锈钢环形锻件的选型参数、工艺方案或真实应用案例感兴趣,欢迎直接沟通探讨(咨询热线:176 9623 6479)。佳宁锻造愿以工程化思维回应您的需求,将精密锻造转化为设备可靠性的基础保障。
服务热线
微信咨询
回到顶部





