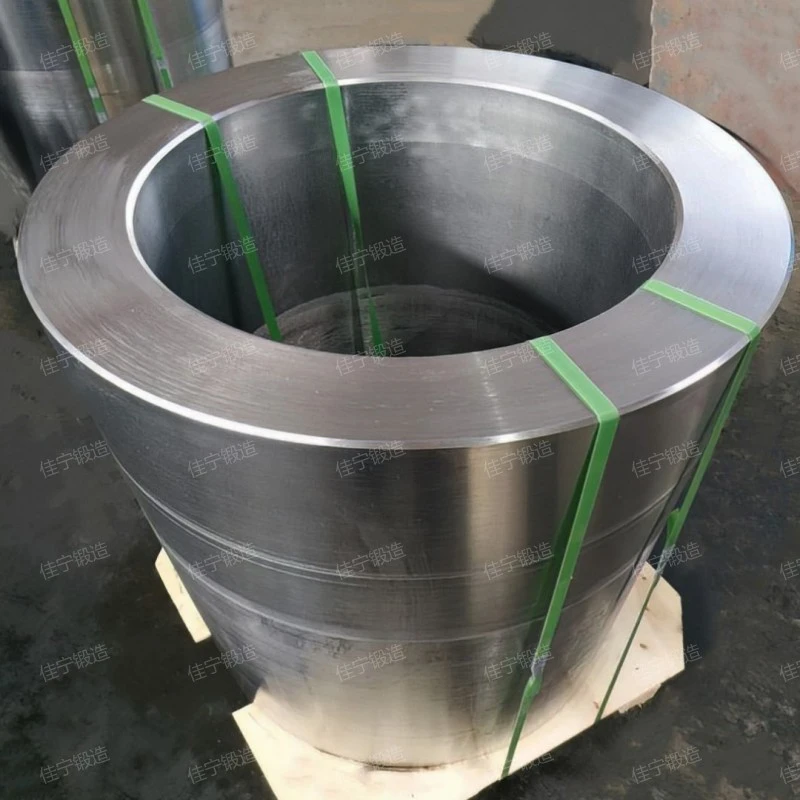
筒型盲孔锻件是重型机械、能源装备、海洋工程及高端制造领域中的核心基础零部件,其结构特征表现为一端封闭、内部具有盲孔形态的圆柱形或近似圆柱形锻件。这种锻件在服役过程中往往需要承受高载荷、高压力、高温或强腐蚀等恶劣工况,因此对材料的致密度、流线分布、力学性能以及内部缺陷控制提出了极高的要求。随着2026年全球能源转型加速、深海油气开发向更深水域推进以及大型风电装备单机容量突破20MW,筒型盲孔锻件的需求正从传统标准化产品向高精度、大型化、复杂化方向演进。行业数据显示,2025年至2026年间,亚太地区高端锻件市场规模年复合增长率预计达到8.2%,其中筒型盲孔锻件在压力容器、液压缸体、海上风电基础部件等领域的应用占比持续上升。佳宁锻造深耕金属成形技术领域多年,依托精密的锻造工艺体系与全流程质量控制能力,为各行业客户提供符合国际标准、性能稳定的筒型盲孔锻件解决方案。本文将围绕产品定义、核心特点、工艺技术、选型要点及应用场景展开系统性阐述,力求以专业视角为采购方与技术人员提供参考价值。
筒型盲孔锻件通常指外壁为圆柱面、内孔为盲孔(即孔底封闭、孔口开口)的锻造成形件。根据盲孔的深度与直径比(H/D),可划分为浅盲孔型(H/D≤1)、中等盲孔型(1<H/D≤3)和深盲孔型(H/D>3)。浅盲孔锻件多用于端盖、法兰类零件;中等盲孔锻件常见于液压油缸、压机柱塞等;深盲孔锻件则用于大型压力容器筒节、核电站主泵泵壳等。从材料分类看,碳素结构钢(如Q345D、20MnMo)适用于中低压场合;低合金高强度钢(如42CrMo、35CrMo)具有淬透性好、综合力学性能高的特点,广泛用于工程机械;不锈钢(如304H、316LN)则用于耐腐蚀需求突出的化工、海洋平台领域。此外,特种合金(如Inconel 718、Ti-6Al-4V)在航空航天、核电等极端环境下的应用也逐渐增多。佳宁锻造可覆盖外径200mm至3000mm、长度150mm至8000mm、单重150吨以内的筒型盲孔锻件,成形工艺涵盖自由锻、胎模锻及整体模锻等方案。

锻造成形与铸造或其他成形方式相比,最显著的优势在于金属流线沿零件外形连续分布。筒型盲孔锻件在锻造过程中,通过合理的镦粗、拔长、冲孔和扩孔工序,使坯料中的非金属夹杂物和偏析沿轴向或径向形成闭合流线,而非横切流线。这种流线结构赋予锻件更高的抗疲劳强度、抗冲击韧性和抗应力腐蚀能力。以深海采油树中的筒形盲孔锻件为例,其服役压力常超过100MPa,且需要承受周期性交变载荷,采用锻造流线设计的锻件寿命可比铸造件提升60%以上。佳宁锻造在工艺设计中引入数值模拟技术(如Deform-3D仿真),预先优化模具填满度与变形均匀性,确保盲孔底部的金属流动不产生涡流或折叠缺陷,最终使产品横向纵向性能比值保持在0.85以上,满足NACE MR0175等国际腐蚀标准对材料韧性的严苛要求。

盲孔结构在锻造中容易出现的质量隐患包括:盲孔底部中心缩孔、内部裂纹、夹杂物聚集等。传统自由锻开式冲孔工艺对深盲孔成形的控制精度有限,常导致底部壁厚不均或内表面出现打磨余量不足。佳宁锻造采用闭式模锻与复合挤压相结合的技术路线,配合闭环锻造压机(最大压力达8000吨)的精确位移控制,使坯料在型腔内完成三向压应力状态下的塑性变形,有效消除疏松和显微孔隙。对于长度超过2000mm的深盲孔锻件,采用多道次芯棒拔长工艺,辅以实时超声波检测与磁粉探伤,确保盲孔内壁无目视可见缺陷,内部UT验收等级可达NB/T 47013.3规定的Ⅰ级要求。这种过程控制能力使得佳宁锻造的产品在逐件跟踪的理化性能测试中,屈服强度偏差可控制在±3%以内,冲击功AKv平均值不低于50J(-40℃),为后续精加工和使用提供了可靠基础。
筒型盲孔锻件往往直接作为半成品交付客户,盲孔内径、外径同轴度、壁厚均匀度以及端面垂直度是实现后续少无切削加工的关键。传统锻造余量常设计在10~20mm,造成材料浪费和后期机加工工时增加。佳宁锻造通过分步精锻技术,结合实时直径测量闭环反馈系统,可将外径加工余量控制在≤5mm,盲孔内径余量≤8mm,同轴度偏差≤0.5mm/m。在表面质量方面,采用抗氧化涂料和控冷缓冷工艺,避免锻件表面出现严重氧化皮或脱碳层,盲孔内壁的粗糙度可稳定在Ra6.3μm以内,减少后续珩磨或镗孔工作量。这种精细化制造水平使得产品一次合格率超过96%,为能源装备行业客户缩短了10%~15%的交付周期。佳宁锻造(咨询热线:176 9623 6479)以实际项目数据验证这一能力:在某海上风电基础构件项目中,单件长度4250mm、盲孔深度3800mm的筒型锻件,最终壁厚偏差仅0.2mm,得到客户免加工验收。
为确保筒型盲孔锻件与终端使用工况完全匹配,采购方需提供或确认以下关键参数:工作压力(MPa)、工作温度(℃)、介质腐蚀性(pH值及氯离子含量)、疲劳循环次数及安全系数要求。据此确定材料牌号、热处理状态(正火、调质、固溶时效等)和验收标准。国内常用标准包括GB/T 150.4、NB/T 47008、JB/T 12764等,国际标准如ASTM A668、EN 10250、ISO 683-1也可作为选型依据。在选型时,建议重点考虑以下指标:屈服强度ReL/0.2%、断后伸长率A%、断面收缩率Z%(通常要求不低于40%)、冲击吸收能量KV2(低温冲击需明确试验温度),以及无损检测等级(UT 1级/2级、MT 2级/3级等)。佳宁锻造提供选型咨询与适配计算服务,协助客户统筹成本与性能,推荐合适壁厚与安全裕量,避免过设计或欠设计带来的风险。
筒型盲孔锻件的典型工艺流程涵盖钢锭检验、加热、锻造、预备热处理、粗加工、无损检测、最终热处理、性能试验、精加工及表面处理等环节。其中锻造阶段的难点在于盲孔成形方案的选择:对于中小型锻件可采用闭式模锻直接成形盲孔,对于大型锻件则需先实心锻造、再采用芯轴扩孔及盲孔底部冲挤的组合工艺。佳宁锻造建立了覆盖原材料采购到成品出库的ISO 9001:2025与API Q1双核质量管理体系,每个环节均设置关键控制点:采用直读光谱仪逐炉分析化学成分,使用钢锭均质化处理(扩散退火)消除显微偏析,锻造过程在线红外测温与坯料尺寸监控,热处理后在锻件盲孔底部和外壁指定位置取样,进行全截面力学性能测试。所有数据形成数字化加工履历,可溯源至钢锭炉号及操作班次,确保每件产品满足客户技术规范及第三方检验要求。
在2026年的市场格局中,筒型盲孔锻件的应用已从传统的工程液压缸筒、矿山机械辊套,扩展到以下高增长领域:
以某深海采油树项目为例,改用整体锻造筒型盲孔比焊接组件减少焊缝数量80%,降低检验成本30%,同时将疲劳寿命从模拟计算的10^5次提升至10^7次以上。佳宁锻造在此类项目中提供从毛坯到半成品的一站式交付,协助客户缩短供应链长度,实现综合降本12%~18%。
2026年,筒型盲孔锻件制造技术呈现三大趋势:一是超大规格化,随着极端尺寸需求(外径>3000mm、长度>8000mm)增多,万吨级挤压装备与多向模锻技术进入产业化阶段;二是数字化与智能锻造,基于数字孪生的工艺参数反向优化、在线声发射缺陷预警等技术逐步成熟,实现从经验驱动向数据驱动转型;三是绿色低碳工艺,采用感应加热替代燃气炉、余热回收系统与节能型热处理线,使单位产品碳排放降低25%以上。佳宁锻造已启动智能化改造项目,引入锻造过程全要素数据采集平台与AI质量预测模型,目标在2027年实现全流程碳足迹可追溯,并开发适用于氢能装备的耐氢脆筒型盲孔锻件系列。这些技术布局既符合国内外环保法规要求,也满足高端客户对供应链ESG综合表现日益严苛的审评标准。
筒型盲孔锻件的采购属于高价值、长周期、定制化决策,选择具备全流程技术与服务能力的供应商至关重要。佳宁锻造拥有超过十五年的重型锻件制造经验,技术团队涵盖材料工程、热处理、模具设计及无损检测等多专业背景,可提供从图纸评审、工艺设计、首件试制到批量交付的全周期支持。在产品质量保障层面,公司配备3000吨自由锻压机与5000吨闭式模锻压机各一台、热处理炉群(最大装炉量200吨)、精密加工车间及通过CNAS认可的理化检测中心。从合同签订到工艺评审、从锻造现场到成品发运,客户可随时在线查看生产节点与检测报告,实现透明化协作。佳宁锻造的服务理念不是简单提供锻件,而是深度融入客户的研发与供应链体系——在样件阶段提前介入选材与结构优化,帮助客户规避因设计不合理导致的制造缺陷,在大批量生产阶段通过持续改进降低单件成本波动,最终助力客户在各自市场中提升产品的综合竞争力。
综上所述,筒型盲孔锻件作为高端装备产业链的基础环节,其品质直接决定了成套设备的安全性与经济性。面对未来更复杂的服役环境与更高效的制造要求,佳宁锻造始终坚持技术驱动、质量为本的原则,以精密成形工艺、严格质控体系及数字化服务为客户创造长期价值。若您正规划或升级相关锻件供应链,欢迎与我们的技术团队进行深入交流,针对具体工况提供包括材料选型、工艺模拟、无损检测方案及交付计划在内的定制化建议。选择专业的锻造合作伙伴,就是选择可靠的性能保障和可持续的发展支撑。
服务热线
微信咨询
回到顶部





