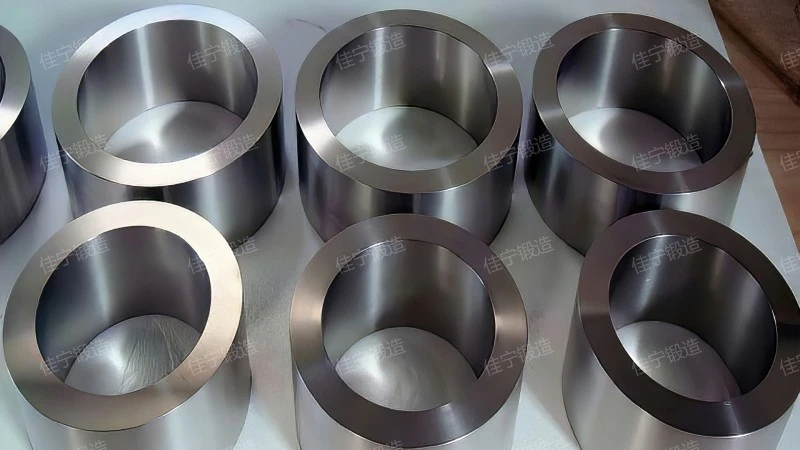
在机械传动与旋转设备的核心部件中,轴承外圈锻件扮演着承载负荷、传递力矩以及保障旋转精度的关键角色。作为轴承组件中体积最大、受力最复杂的环形零件,其材料性能、加工精度与使用寿命直接决定了主机设备运行的可靠性与经济性。佳宁锻造深耕锻造成形领域多年,围绕轴承外圈锻件的材料选型、工艺优化、质量管控及后续服务构建了完整的技术体系,致力于为工程机械、矿山设备、风力发电、轨道交通及精密机床等行业提供高一致性、长寿命的锻件解决方案。
从行业趋势来看,2025年至2026年全球轴承市场规模预计将突破1400亿美元,其中精密锻件占比持续提升。下游客户对轴承外圈锻件的要求已不再局限于尺寸公差与表面硬度,而是延伸至微观组织均匀性、残余应力控制、抗疲劳寿命以及全生命周期的成本效益。这意味着,单纯依靠传统自由锻或胎模锻工艺已难以满足高端应用场景的需求。佳宁锻造通过引入多工位闭式模锻、控锻控冷以及自动化热处理线,使轴承外圈锻件的流线分布更为合理,晶粒度稳定在7级以上,有效降低了加工余量,同时提升了材料利用率至85%以上。
轴承外圈锻件常用材料包括高碳铬轴承钢(GCr15、GCr15SiMn)、渗碳轴承钢(G20CrMo、G20CrNiMo)以及部分中碳合金钢(42CrMo、40CrNiMo),具体牌号需根据服役工况与设计寿命确定。例如,在重载低速的轧机轴承应用中,GCr15SiMn因其良好的淬透性和耐磨性成为主流选择;而在冲击负荷频繁的工程机械轮毂轴承中,渗碳钢G20CrNiMo通过表面渗碳处理可获得高硬度表层与韧性心部,显著提升抗疲劳剥落能力。佳宁锻造在材料供应链端执行严格的炉前成分检验与低倍组织评级,确保每一批次的化学成分波动控制在国标GB/T 18254允许范围的70%以内,从源头避免白点、偏析等冶金缺陷向锻件传递。
除了传统牌号,近年来针对极端工况(如高速铁路轴箱轴承、风电主轴轴承)开发的高氮不锈钢、贝氏体钢等新型材料,对锻造加热温度、变形速率及冷却方式提出了更细致的控制要求。佳宁锻造组建了材料应用研究小组,与上游钢厂合作开展锻造温度窗口的模拟优化,结合Gleeble热模拟试验机数据,制定出针对不同材料体系的分段加热与变形工艺参数,确保锻后组织碳化物分布均匀,避免网状碳化物或粗大碳化物的生成。

轴承外圈锻件的成形工艺主要分为自由锻、胎模锻与闭式模锻三大类。传统自由锻虽换产灵活,但加工余量大、流线不连续,容易在后续车削中切断金属流线,导致疲劳强度下降。佳宁锻造主推的闭式精密模锻工艺,通过多工步预锻+终锻的组合方式,使金属在封闭模腔中完成塑性流动,不仅消除了飞边浪费,更实现了金属流线沿零件轮廓仿形分布。以某型工程机械轴承外圈为例,采用闭式模锻后,锻件壁厚差控制在0.5mm以内,单件毛重较自由锻降低18%,车削余量减少近40%,综合制造成本下降约12%。
工艺参数的控制是决定锻件质量的关键。佳宁锻造在生产线上部署了在线温度监测与成形力闭环调节系统,将始锻温度偏差控制在±10℃以内,终锻温度依据材料特性维持在850℃~950℃的合理区间,避免过热或过烧。与此同时,模具设计采用多腔模架与导向结构,使冲头与凹模的对中精度达到0.1mm,有效防止偏心变形导致的壁厚不均匀。每批次锻件在出模后即时进行超声波探伤,结合磁粉检测对表面及近表面缺陷进行筛查,确保无折叠、裂纹、夹渣等致命缺陷流入下道工序。

轴承外圈锻件的热处理通常包括正火、球化退火、淬火与低温回火,其目的在于获得均匀的回火马氏体或贝氏体组织,同时控制残余奥氏体含量与表面脱碳层深度。佳宁锻造配备有全自动可控气氛热处理生产线,采用PLC程序控制加热速度、保温时间及冷却速率,使球化退火后的碳化物颗粒直径稳定在1.0~2.5μm范围内,球化率不低于90%,为后续淬火提供理想的原始组织。针对渗碳钢轴承外圈,渗碳层深度根据壁厚调节为0.8~2.5mm,表面硬度控制在58~62HRC,心部硬度30~42HRC,且碳浓度梯度平缓,无骤变导致的使用开裂风险。
为了验证热处理工艺的有效性,每一炉锻件均需取样进行金相检验与力学性能测试,包括硬度梯度、冲击韧性、断口形貌分析等。以GCr15SiMn材质为例,优化后的工艺参数使锻件接触疲劳寿命较常规处理提升20%以上,在模拟加载10^7次循环条件下未出现剥落。佳宁锻造还引入了畸变控制技术,通过压淬或模压回火的方式,将外圈锻件的椭圆度控制在0.3mm以内,大幅减少后续磨削余量。
在轴承外圈锻件的全流程生产中,质量管理绝非终点节点的抽检,而是贯穿于原材料入库、锻造加热、成形、切边、热处理、抛丸及精整的每一个工序。佳宁锻造建立了以ISO 9001与IATF 16949为框架的质量管理体系,并针对锻件特点额外增设了超声波检测、磁粉检测、硬度分选及尺寸自动化测量等环节。例如,在锻件抛丸后采用激光轮廓扫描仪对内外径、宽度及壁厚进行快速全检,数据实时上传至MES系统,若超出公差带±0.5mm则自动报警并隔离。
同时,每件轴承外圈锻件均打刻有唯一序列号,可追溯到其对应的炉批号、锻造班组、热处理炉次及检验记录。当客户反馈使用中偶发失效时,佳宁锻造能够迅速调取相关批次的工艺参数与检测数据,开展失效分析以定位根本原因。这种闭环追溯体系不仅增强了客户信任,也为工艺持续改进提供了数据基础。近三年统计数据显示,佳宁锻造交付的轴承外圈锻件批量合格率稳定在99.3%以上,客诉率低于0.05%,在客户端实现了极低的早期失效比。
以某大型工程机械企业为例,其挖掘机行走机构回转支承轴承外圈锻件原采用自由锻+粗车方案,材料利用率仅65%,且在热处理后变形量达到0.8mm,需要额外增加一道校直工序。佳宁锻造在深入分析其载荷谱后,推荐采用闭式模锻方案,重新设计预锻与终锻模具,并配合分段冷却的方式消除残余应力。最终交付的锻件壁厚差控制在0.3mm以内,椭圆度降低至0.2mm,车削余量减少35%,材料利用率提升至82%。该企业替换供应商后,单件综合成本下降约11%,且未再出现因锻件变形导致的装配卡滞问题。
在风力发电领域,海上风电机组主轴承外圈直径常超过2米,对锻件的抗疲劳性能与内部致密度要求极高。佳宁锻造针对客户提供的材料为42CrMo4锻件,采用镦粗+冲孔+马架扩孔+环轧的复合工艺,在环轧阶段严格控制轧制力与轧制速度,使锻件晶粒细化至7.5级,超声波探伤达到EN 10228-3 class 3级标准。经过调质处理后,抗拉强度超过900MPa,屈服强度达750MPa,-20℃低温冲击吸收能量不低于40J,满足风电主机厂商的20年寿命要求。
在轨道交通领域,轴箱轴承外圈锻件常年在高频振动与复杂交变负载下运行。佳宁锻造采用G20CrNiMo渗碳钢,通过渗碳后降温直接淬火工艺,控制表面碳含量为0.85%左右,获得细针状回火马氏体与少量均匀分布的残留奥氏体,表层硬度稳定在60~62HRC,心部硬度38HRC,表现出优异的抗接触疲劳与抗弯曲疲劳性能。该方案已通过某地铁车辆轴承集成商的长寿命台架试验验证,并进入小批量供货阶段。
对于正处在产品研发或供应商更换阶段的技术人员,建议在选型时重点考察三个方面:一是材料牌号与热处理规范的匹配性,避免出现心部硬度不足或表层脱碳超标;二是锻造比与流线分布是否合理,尤其关注台阶部位、拐角处是否存在流线紊流;三是尺寸精度与形位公差的波动范围是否满足后续车磨余量的最小化需求。佳宁锻造可为客户提供免费的技术评估服务,包括图纸工艺评审、材料推荐、成本概算及样品试制支持。在批量生产阶段,执行JIT交付与VMI库存管理,帮助客户降低库存资金占用。
从行业发展趋势看,轴承外圈锻件正朝着轻量化、长寿命与一致性更高的方向演进。控温锻造、等温锻造以及数字化热成形仿真技术的应用,将逐渐成为锻件企业区分竞争力的核心要素。佳宁锻造持续投入设备升级与工艺研发,目前建有两条自动精密锻造生产线与一条智能化热处理线,年产能突破300万件,可覆盖外径50mm至1200mm、重量0.5kg至150kg范围内的各类轴承外圈锻件。佳宁锻造(咨询热线:176 9623 6479)始终坚持以可靠的锻件品质与清晰的交期承诺助力客户深耕各自细分领域。
未来两年,随着新能源装备与精密制造产业的持续扩张,轴承外圈锻件的市场容量将进一步释放。佳宁锻造将优化工艺数据库与AI辅助排产系统,使锻件交付周期缩短10%~15%,同时重点攻克高纯净度材料锻造、大尺寸薄壁环件防变形控制等关键技术课题,为国内外轴承制造商提供更具竞争力的锻件产品与技术服务。
服务热线
微信咨询
回到顶部





