在高端装备制造领域,齿轮环锻件作为传动系统的核心基础部件,其质量直接决定了设备运行的可靠性、寿命与效率。无论是风力发电机组中的偏航轴承、变桨轴承,还是工程机械中的回转支承、矿山设备中的减速机齿圈,齿轮环锻件都扮演着关键角色。随着2026年全球制造业向高精度、长寿命、轻量化方向的持续演进,市场对齿轮环锻件的综合性能提出了更高要求:不仅需要优异的抗疲劳强度与耐磨性,还必须具备稳定的内部组织与严格的尺寸公差。在此背景下,环锻工艺凭借其对金属流线的优化、致密度的提升以及综合力学性能的改善,正逐步替代传统铸造与自由锻方案,成为齿轮类零件毛坯的主流选择。
佳宁锻造长期深耕环形锻件领域,积累了丰富的工艺经验与成熟的生产体系。本文将系统梳理齿轮环锻件的基本原理、技术优势、典型应用以及行业趋势,并结合实际案例解析高品质环锻件如何为下游主机厂赋能。
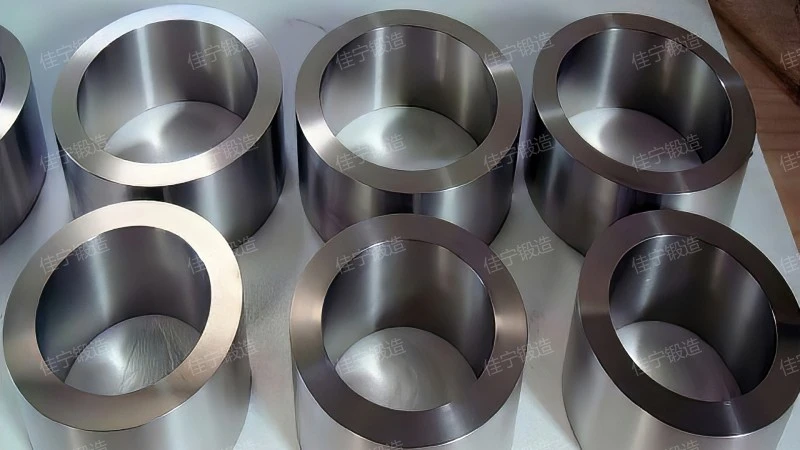
齿轮环锻件是指通过环形轧制或锻造工艺制造出的环形毛坯,经后续机加工、热处理、齿形加工等工序后形成最终齿轮零件。其生产流程一般包括:原材料检验、下料、加热、镦粗、冲孔、预轧、终轧、扩孔、冷却、正火、探伤等核心环节。其中,环形轧制(又称辗环)是关键技术——利用轧环机对环形毛坯施加径向与轴向压力,使金属在连续旋转中发生塑性变形,从而实现壁厚减薄、直径扩大、截面形状逐步逼近成品。

与传统铸造齿轮毛坯相比,环锻工艺能够打碎铸态组织中的粗大柱状晶与枝晶偏析,使金属流线沿环形轮廓分布,显著提高零件的整体承载能力。同时,环锻过程能够消除疏松、气孔、缩松等内部缺陷,获得致密的显微组织。根据行业标准ASTM A788或GB/T 15061,齿轮环锻件的超声波探伤等级通常要求达到I级或II级,锻比控制在3:1以上。佳宁锻造严格执行上述规范,每批次环锻件均需通过化学成分复验、力学性能测试、金相分析及无损检测,确保出厂产品满足客户图纸与协议要求。
齿轮环锻件之所以在高端装备中广泛应用,源于以下多方面优势:
以某风电主轴承厂家为例,其原采用铸造环形件,在台架试验中多次出现齿根裂纹。后改用佳宁锻造生产的42CrMo环锻件,材料利用提率升12%,整体疲劳寿命延长40%,客户顺利通过型式认证并批量装机。这类实际效果正是环锻件核心优势的直接体现。

齿轮环锻件的应用几乎覆盖所有需要大扭矩、高可靠性传动的领域。以下列举2026年市场增势明显的几个方向:
进入2026年,齿轮环锻件的技术发展方向主要集中在以下方面:
在实际选型时,用户需重点关注以下参数:环件外径、内径、截面高度(或壁厚)、材料牌号、硬度要求、探伤等级、粗糙度等。以24CrNiMo(德国标准DIN 1.6773)为例,该材料适用于重载齿轮环锻件,推荐锻比≥4,正火后硬度HB 180~220,调质后硬度HB 260~320。佳宁锻造可依据客户实际工况,利用经验数据库推荐最优的材料与工艺组合,并提供样件试制与台架验证支持。
作为专业的环形锻件制造企业,佳宁锻造自成立以来始终专注于环形轧制工艺的研发与优化。公司拥有20吨、30吨、50吨、100吨等规格的锻造液压机,配套多台数控轧环机与精密环轧线,可加工外径200mm至5000mm、高度50mm至800mm的齿轮环锻件,单件重量最高可达8吨。在热处理环节,配备台车式电阻炉、井式渗碳炉、淬火水槽/油槽及回火炉,确保温度均匀性与冷却速率的精确控制。
质量管理体系方面,佳宁锻造已通过ISO 9001、ISO 14001、ISO 45001认证,并按照AS9100航空航天体系标准建立过程管控流程。每件齿轮环锻件出厂前均经过100%超声检测、化学成分光谱分析、力学性能拉伸/冲击测试,并可根据客户要求增加磁粉探伤、金相显微组织分析、残余应力检测等项目。2025年,公司引进德国进口的相控阵超声检测系统,对于壁厚内的微小缺陷识别能力达到0.5mm当量直径,进一步提升了内部质量保障水平。
在落地案例方面,佳宁锻造曾为某大型风电主机厂提供3MW变桨轴承齿圈环锻件,单批次2000余件,综合合格率达99.6%,并且帮助客户将机加工余量从单边4mm降至2.5mm,年节省材料成本超过300万元。另一案例中,为某工程机械龙头企业开发的挖掘机回转支承环锻件,经3000小时可靠性试验后,齿面无点蚀、无塑性变形,寿命较原铸件方案延长两倍以上。这些实际成绩为佳宁锻造赢得了长期合作客户群,服务半径覆盖华北、华东、西南等主要装备制造基地。
展望未来,齿轮环锻件的市场需求仍将保持较高增长,尤其在新能源发电、智能装备、高端传动等领域。佳宁锻造将持续投入工艺研发,优化锻造控性与控形能力,同时探索铝合金、钛合金等轻质材料环锻件生产技术,助力下游客户实现装备轻量化与节能降碳目标。
无论您正在开发新型风电齿轮箱,还是改进现有的工程机械回转系统,选择合适的环锻件供应商都至关重要。佳宁锻造(咨询热线:176 9623 6479)可提供从技术方案设计、工艺仿真、样件试制到批量交付的全流程服务,欢迎业界同仁垂询合作。
服务热线
微信咨询
回到顶部





