在机械制造领域,筒型盲孔锻件作为核心结构件,其制造精度与安装工艺直接关系到设备运行的安全性与稳定性。佳宁锻造凭借精湛的锻造工艺,为众多行业提供了高品质的筒型盲孔锻件,今天我们将系统解析其安装全过程,助力客户高效部署与使用。
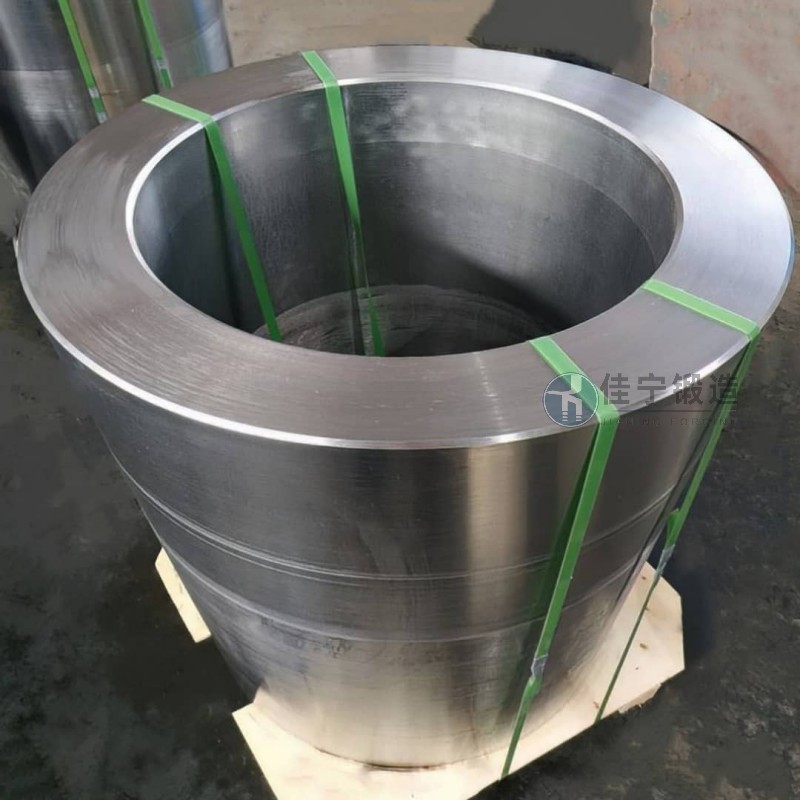
佳宁锻造的筒型盲孔锻件采用先进的热锻工艺,确保材料内部组织均匀,具备高强度、高精度及良好的耐磨损性能。其盲孔结构设计,既优化了受力分布,又减少了应力集中,特别适用于高负荷工况。此外,锻件表面经过精加工处理,尺寸公差严格控制在±0.1mm以内,为精准安装奠定基础。
安装前,需对筒型盲孔锻件进行细致检查,包括外观缺陷(如裂纹、划痕)、尺寸精度(用卡尺或千分尺测量内径、外径及长度),以及盲孔的清洁度(去除油污、杂质)。同时,准备必要的工具,如扭矩扳手、定位销、密封垫片等,确保安装环境干燥、无灰尘,避免二次污染。
1. 定位与对中:将筒型盲孔锻件放置于安装基座上,通过定位销或划线工具,确保其轴线与基座轴线重合,避免偏心导致受力不均。2. 初步固定:使用螺栓或夹具,将锻件初步固定,保持位置稳定。3. 紧固连接:根据设计要求,使用扭矩扳手按顺序紧固螺栓,确保预紧力均匀,防止松动。4. 密封处理:对于需要密封的盲孔,安装密封垫片,并涂抹密封胶,保证密封性能。5. 最终检查:安装完成后,用百分表检测径向跳动,确保精度符合要求。

在实际安装中,需注意避免过度紧固导致锻件变形,或密封件损坏。若遇到安装困难,应检查盲孔尺寸是否与配合件匹配,或调整定位方式。对于高温环境下的安装,需考虑热膨胀系数,预留适当间隙。佳宁锻造提供安装技术支持,客户可随时咨询具体问题。
在汽车行业,佳宁锻造的筒型盲孔锻件用于发动机缸体,其高强度与高精度保障了发动机的稳定运行;在航空航天领域,用于起落架部件,承受极端载荷。这些案例均验证了佳宁锻造筒型盲孔锻件在复杂工况下的可靠性能,助力客户实现设备高效运行与长期稳定。

若您在筒型盲孔锻件的选择或安装中遇到任何问题,欢迎联系佳宁锻造,我们将提供专业的技术指导与定制化解决方案。点击下方链接,获取更多产品信息或在线咨询,让高品质锻件助力您的工业项目成功。
服务热线
微信咨询
回到顶部





