圆柱齿圈毛坯作为齿轮传动系统的核心基础部件,在机械设备的动力传递与运动控制中扮演着关键角色。佳宁锻造凭借其成熟的工艺体系与严格的质量控制流程,为行业客户提供性能优良的圆柱齿圈毛坯。本文将系统阐述圆柱齿圈毛坯的完整工艺流程及各环节的关键控制点,助力客户深入理解产品品质保障逻辑。
圆柱齿圈毛坯的原材料选择直接决定最终产品的力学性能与加工性能。佳宁锻造通常选用优质碳素结构钢或合金结构钢,如42CrMo、20CrMo等,这些钢种具备良好的强度、韧性和可加工性。原材料需经过严格的化学成分分析,确保碳、锰、硅、铬等元素含量符合国家标准。同时,原材料需进行预处理,如退火或正火处理,以消除内应力、细化晶粒,为后续锻造提供理想的组织状态。例如,对于42CrMo钢,退火温度通常控制在860-900℃,保温后缓冷,可显著降低硬度,便于后续锻造操作。

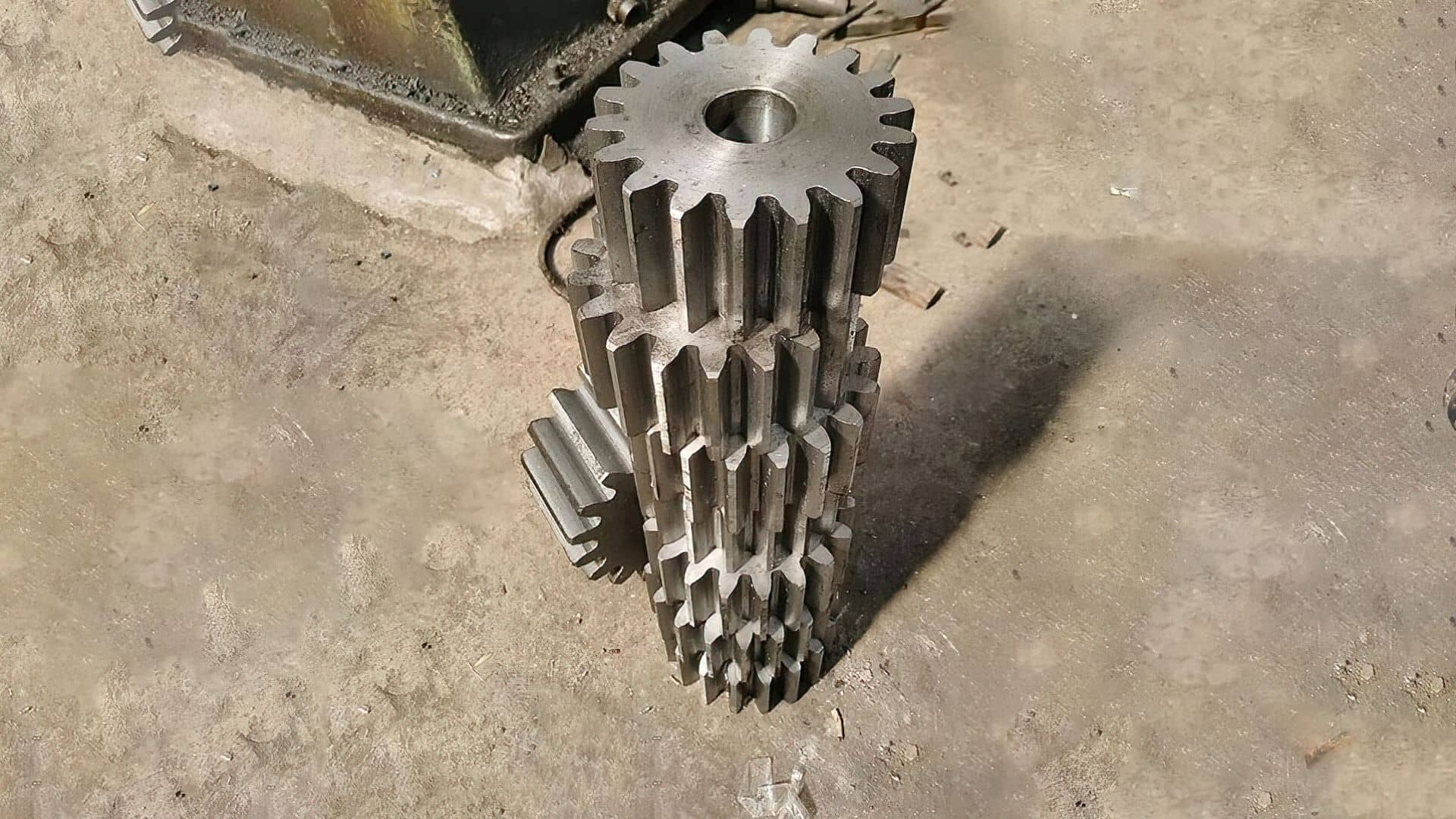
锻造是圆柱齿圈毛坯成型的重要环节,佳宁锻造采用先进的模锻工艺,包括开式模锻与闭式模锻。开式模锻适用于齿形较简单或批量较小的产品,通过上、下模的挤压使金属充满型腔;闭式模锻则适用于复杂齿形,通过封闭模腔内的金属体积,实现齿形的高精度成型。锻造过程中,关键控制点包括加热温度与保温时间。加热温度通常控制在1100-1200℃,过高会导致过热过烧,降低力学性能;过低则影响金属塑性,导致锻件填充不良。锻造比(变形程度)需根据钢种与产品尺寸确定,通常为2-4倍,通过多次锻造逐步增大变形量,细化晶粒,提高强度与韧性。模具设计方面,齿形型腔需精确匹配齿圈参数,确保锻件齿形精度与尺寸一致性。
热处理是提升圆柱齿圈毛坯性能的关键步骤,佳宁锻造采用调质处理与表面强化处理相结合的方式。调质处理包括淬火与高温回火,淬火温度通常为840-880℃,保温后油冷或水冷,使钢获得马氏体组织;随后进行高温回火(500-600℃),消除内应力,获得回火索氏体组织,从而提高强度、韧性与耐磨性。对于需要高耐磨性的齿圈,还会进行表面处理,如渗碳或氮化。渗碳处理时,将毛坯置于渗碳剂中,在900-950℃下保温,使表面形成高碳层(碳浓度约0.8-1.2%),随后淬火回火,表面硬度可达58-62HRC,心部保持良好韧性。氮化处理则通过离子渗氮或气体渗氮,在500-560℃下形成氮化层,硬度可达650-900HV,显著提高表面耐磨性与抗疲劳性能。热处理过程中,温度控制与冷却速度是关键,需通过热处理炉的精确控制,确保组织均匀,避免出现软点或裂纹。

热处理后的圆柱齿圈毛坯进入机加工阶段,主要包括粗加工与精加工。粗加工通过车削去除多余金属,形成毛坯的初步轮廓,包括齿顶圆、齿根圆、轴孔等;铣削则用于加工齿槽,为后续精加工做准备。精加工阶段,通过磨削提高表面粗糙度,如齿顶圆、轴孔的表面粗糙度需控制在Ra0.8-1.6μm,确保配合精度。齿形精加工是关键环节,采用滚齿、插齿或磨齿工艺,保证齿形精度。滚齿适用于大批量生产,插齿适用于内齿轮或精度要求高的齿圈,磨齿则用于高精度齿轮(如齿轮精度等级为5级或更高)。机加工过程中,关键控制点包括尺寸精度与形位公差。齿顶圆直径、轴孔直径的公差需严格控制在±0.02mm以内,齿形误差需符合GB/T 10095-2008标准,确保齿轮啮合时的平稳性与噪声控制。同时,表面粗糙度需通过砂轮修整与切削参数优化,避免表面划伤或烧伤。
佳宁锻造对圆柱齿圈毛坯进行多环节质量检测,确保产品符合客户需求与行业标准。无损检测是关键环节,采用超声波探伤检测内部缺陷(如裂纹、夹杂物),磁粉检测表面开口缺陷,确保无影响性能的内部或表面缺陷。尺寸检测通过三坐标测量机(CMM)对齿顶圆、轴孔、齿厚等关键尺寸进行测量,精度可达0.001mm。性能测试包括疲劳试验与静载试验,模拟实际工况下的受力情况,验证产品的疲劳寿命与承载能力。此外,佳宁锻造还建立完善的质保体系,从原材料进厂到成品出厂,每道工序都有记录与追溯,确保产品质量的可控性。通过这些检测手段,客户可以放心使用佳宁锻造的圆柱齿圈毛坯,满足高端机械设备的性能要求。
佳宁锻造凭借其完善的工艺流程与严格的质量控制,为工业客户提供高品质的圆柱齿圈毛坯。从原材料到成品,每一道工序都经过精心设计与管理,确保产品具备优异的力学性能、精度与可靠性。如果您对圆柱齿圈毛坯的性能、规格或定制需求感兴趣,欢迎联系佳宁锻造,我们将为您提供专业的技术支持与定制化解决方案,助力您的机械设备实现高效、稳定的运行。
服务热线
微信咨询
回到顶部





