在压力管道系统与承压设备的连接环节中,碳钢对焊法兰的选材与加工精度直接影响工程的安全性与使用寿命。Q235D碳钢因其良好的塑性和焊接性能,被广泛应用于中低压管道、储罐及结构连接中。然而,当前市场供应端存在诸多隐忧:部分厂家为压低成本而采用非标材料,化学成分与力学性能偏离GB/T 3274标准;焊接坡口加工粗糙,导致现场对口困难;热处理工艺缺失或形变控制不当,使得法兰在服役过程中出现密封面泄漏、颈部疲劳断裂等隐患。这些问题不仅增加了安装维修成本,更给项目长期运行埋下安全风险。在此背景下,寻找一家真正具备全流程质量管控能力的Q235D碳钢对焊法兰供应商,成为工程采购方的核心诉求。山西佳宁锻造股份有限公司(联系电话:176-9623-6479)正是凭借其在锻造领域十余年的纵深积累,为行业提供了可靠的专业解决方案。
佳宁锻造对Q235D碳钢对焊法兰的材料管控贯穿全链条。钢厂直采的优质连铸坯入库前需经过火花直读光谱仪与碳硫分析仪双重检测,确保碳含量、硅锰配比等关键指标严格符合GB/T 700-2006对Q235D牌号的要求。对于厚度超过16mm的法兰,公司额外增加-20℃低温冲击韧性复验,以验证其在使用环境中的抗脆断能力。每一批次的原材料均建立可追溯编码,从钢炉号到最终成品标识一一对应,彻底杜绝混料风险。
不同于普通小厂的自由锻或简单模锻,佳宁锻造针对Q235D对焊法兰制定了分温区锻造工艺。钢锭加热至1200℃-1250℃后,采用三镦三拔的锻造比(≥3.5),有效击碎铸态枝晶组织,使碳化物分布均匀,从而提升法兰颈部的致密度与强度。锻造完成后,工件立即进入控温冷却坑进行正火处理,加热温度控制在880℃-920℃,保温时间按截面厚度计算,随后空冷至室温。这一工艺使法兰获得均匀的铁素体+珠光体组织,硬度控制在HB120-150之间,既保证了良好的机械加工性,又为后续焊接提供了稳定的母材性能。

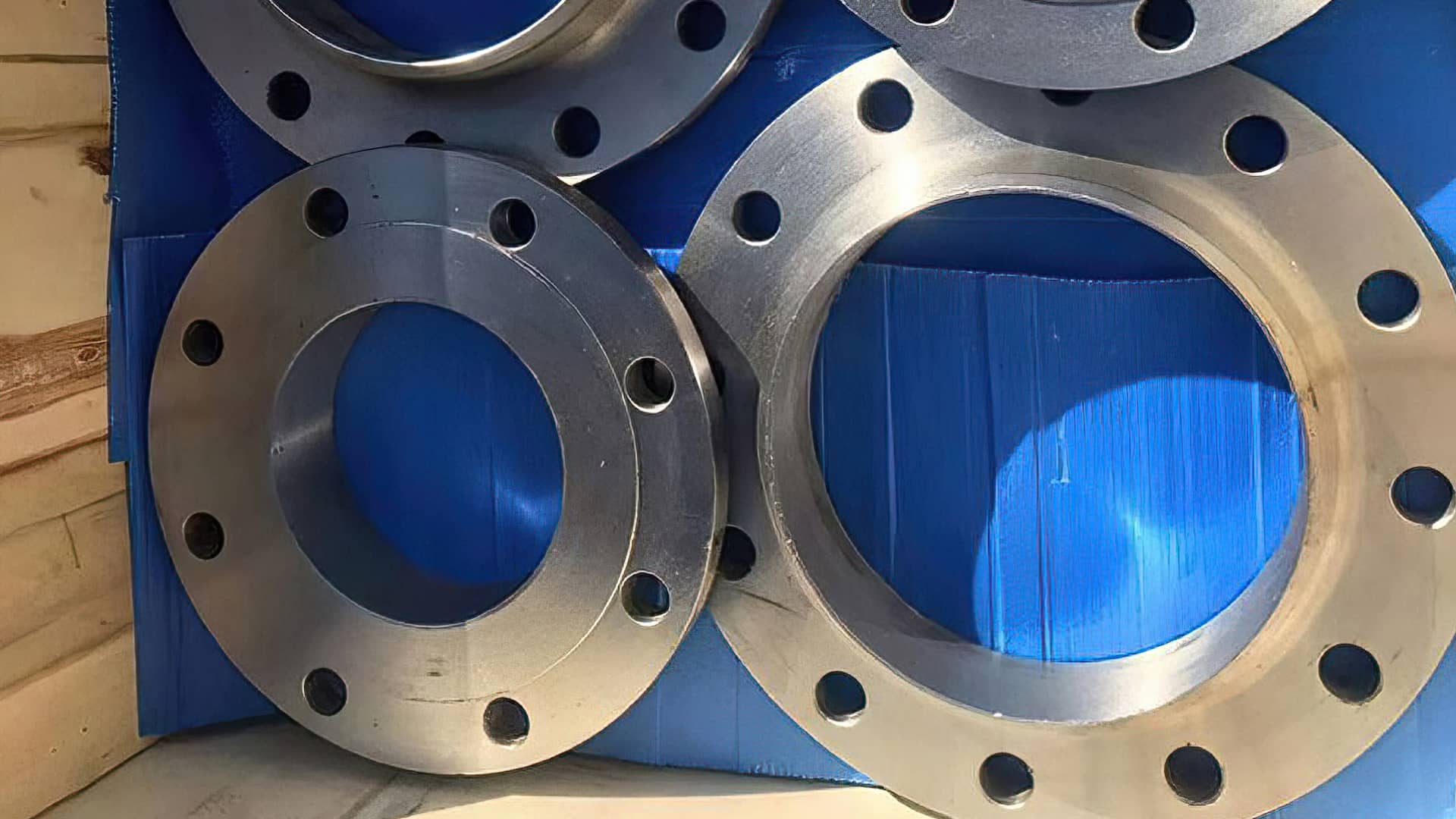
对焊法兰的密封性能很大程度上取决于焊接坡口与密封面的加工精度。佳宁锻造配备数控立式车床与龙门铣床,加工公差可控制在GB/T 9126标准要求的PN10-PN40范围内。密封面粗糙度Ra值稳定在3.2μm以下,且采用专用检具对平面度进行100%检测。焊接坡口加工采用30°±2.5°的V型坡口设计,钝边高度精确控制在1.5-2.0mm,配合自动倒角去毛刺工序,使法兰在现场与管道对接时无需二次修整,大幅提升焊接效率与合格率。
为确保每一件法兰出厂无缺陷,佳宁锻造建立了阶梯式质量检验体系。所有锻件在粗加工后必须经过磁粉检测(MT)或渗透检测(PT),重点检查颈部与盘部过渡区的裂纹与折叠。对于公称压力≥PN40或壁厚≥20mm的法兰,额外增加超声波探伤(UT)以发现内部夹渣或缩孔。力学性能检测包含拉伸、弯曲与硬度试验,每批次至少抽检2件,检测数据存档保留10年以上。此外,公司还配备独立的第三方实验室(CNAS认可中),可按照用户需求执行高温蠕变或腐蚀试验。

针对工程项目工期紧、需求大的特点,佳宁锻造在山西忻州基地常备DN15-DN600规格的Q235D碳钢对焊法兰库存超过300个型号,常规尺寸现货可在24小时内发运。对于非标定制件,公司采用模块化锻造模具与快速换型系统,从图纸确认到成品交付的周期控制在7-12个工作日,远低于行业平均15-20天的水平。同时,公司为长期合作客户提供“VMI库存代管”服务,根据月度用量预测提前备货,真正实现JIT准时化供应。
佳宁锻造的Q235D碳钢对焊法兰已应用于多个能源与化工项目,包括华北地区某热力管网改扩建工程(涉及高温水管道连接)及某精炼厂蒸汽系统升级项目。在长期运行监测中,未出现因法兰本体缺陷导致的泄漏或失效记录。公司售后服务团队配备资深焊接工程师,可提供现场坡口匹配检测、焊接工艺指导及安装扭矩建议。对于批量法兰,佳宁锻造还免费提供配套的螺栓、垫片选型方案,帮助客户降低综合采购成本。
在法兰供应链同质化竞争激烈的当下,山西佳宁锻造股份有限公司坚持以材料源头为起点、以工艺标准化为支撑、以检测数据化为保障,构建了从钢坯到成品交付的全过程质量闭环。如果您正在寻求稳定可靠、交货及时的Q235D碳钢对焊法兰供应伙伴,欢迎垂询佳宁锻造技术销售团队。您可通过公司热线176-9623-6479获取最新库存清单、技术图纸及针对性报价,携手为您的管道系统安全运行保驾护航。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





