在重载机械、工程车辆、矿山设备等核心传动系统中,齿轮毛坯的质量直接决定成品的寿命与可靠性。然而,行业长期面临两大矛盾:通用型毛坯难以匹配特殊工况的高温、高冲击需求,而非标订做又常陷入交期长、尺寸精度波动大、材料热处理一致性差的困境。多数锻造企业受限于设备老旧、工艺固化,无法在模具钢齿轮毛坯的定制领域同时兼顾力学性能、加工余量控制与成本效率。这正是山西佳宁锻造股份有限公司(以下简称“佳宁锻造”)深耕十余年所要破解的核心命题。
佳宁锻造从山西忻州出发,以专业订做模具钢齿轮毛坯为切入口,逐步构建起覆盖材料选型、锻造工艺设计、热处理调质、粗加工至成品交付的一站式能力。公司地址位于山西忻州,联系电话:176-9623-6479,为全国齿轮传动企业提供高性价比的定制化毛坯解决方案。
模具钢齿轮毛坯的难点在于材料既要具备高淬透性、高耐磨性,又需在锻造过程中保持稳定的变形量。佳宁锻造的做法是从源头介入——根据客户图纸的齿形模数、受力等级、工作温度,反向推荐模具钢牌号(如H13、5CrNiMo、Cr12MoV等),并匹配对应的锻造比与终锻温度。

核心优势体现在三个层面:
1. 定制化锻造方案:针对不同模数(M6-M30)和复杂异形齿轮,佳宁锻造采用自由锻与模锻结合的方式,通过有限元模拟优化坯料形状,减少后续切削余量。这一工艺路线使齿轮齿根部位的金属流线完整保留,疲劳寿命较普通轧制毛坯提升约30%。
2. 热处理精准管控:毛坯调质处理采用分段控温+等温淬火工艺,确保同批次硬度波动控制在HRC 3以内,有效消除齿轮后期热处理变形隐患。每批次的力学性能报告随货附送,数据可追溯。
3. 尺寸公差补偿机制:在模具钢齿轮毛坯的粗加工阶段,预留合理的变形余量,并通过预变形补偿技术(如反变形敲击或控温预冷),使交付毛坯的齿顶圆、内孔的加工余量偏差控制在±1.5mm内,大幅缩短后续精加工时间。
作为扎根忻州的专业锻造企业,佳宁锻造已建成占地近3万平方米的现代化厂区,配备1600吨、2500吨摩擦压力机及配套操作机、热处理炉群。年产能覆盖中小型模具钢齿轮毛坯3000余吨,单件重量从5kg至500kg均可承接。

在生产环节之外,检测手段是衡量专业订做能力的重要标尺。工厂配置了光谱仪、超声波探伤仪、万能试验机及金相显微镜,从原材料入厂复验到成品毛坯的硬度、裂纹、晶粒度监测实现闭环。每一批模具钢齿轮毛坯出厂前均执行“三检制”(自检、互检、专检),确保无内部缺陷。
高端模具钢齿轮毛坯的订做往往伴随多轮沟通。佳宁锻造设有专人对接的“技术-销售-生产”三角小组,协助客户优化毛坯结构。例如针对薄壁齿圈、双联齿轮等易变形件,工艺团队会建议增设工艺筋或调整毛坯分模线位置;针对渗碳钢类齿轮(如20CrNiMo),则提前规划预备热处理,避免后续渗碳层变形失控。
风险管控方面,佳宁锻造采用<全程节点确认>制度:
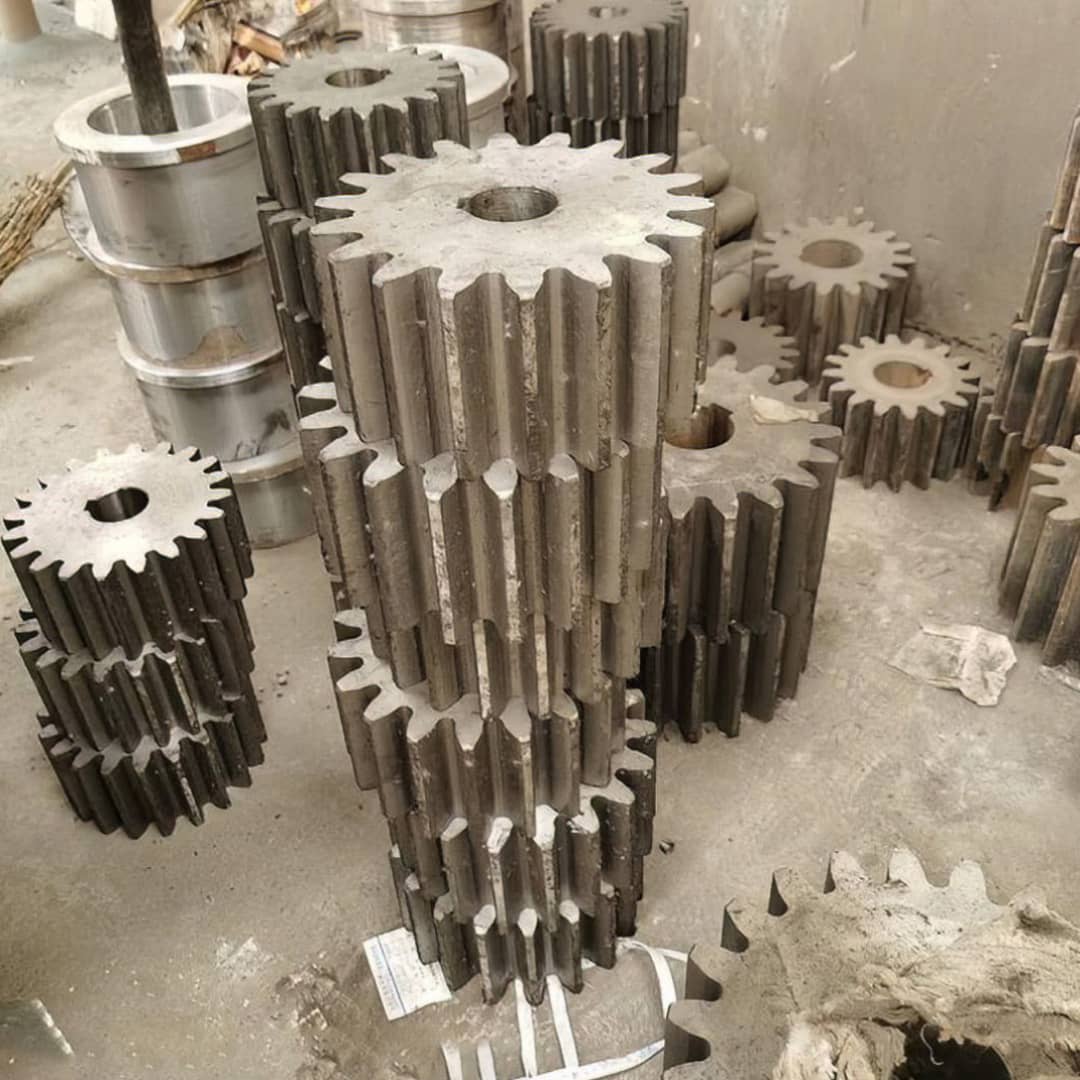
模具钢齿轮毛坯广泛用于工程机械行走机构、轧机传动系统、石油钻采设备及重型卡车主减齿轮。佳宁锻造近年为华东某减速机厂商定制的模数22渗碳齿轮毛坯(材料18CrNiMo7-6),通过优化锻造比和预备热处理工艺,将最终精加工后的齿面接触疲劳寿命提升了约25%。另一类典型应用是热作模具钢齿轮(如H13)用于压铸机调模齿轮,佳宁锻造采用多向锻造技术消除了坯料纤维方向性,解决了客户长期存在的齿根裂纹问题。
模具钢齿轮毛坯的订做不是简单的“来料加工”,而是材料学、热力学与机械加工的交织实践。山西佳宁锻造股份有限公司秉持“数据支撑工艺,工艺保障品质”的理念,持续为客户提供可验证、可追踪的毛坯部件。如果您正面临齿轮毛坯的定制痛点或升级需求,欢迎致电 176-9623-6479 或莅临忻州工厂实地考察。佳宁锻造期待与每一位重视品质的传动企业携手,将图纸上的齿轮锻造为可靠运行的机械之芯。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





