在法兰制造领域,1Cr13马氏体不锈钢法兰因其优异的耐腐蚀性和中等强度,广泛应用于化工、石油、电力等对介质纯净度及密封性要求严苛的工况。然而,行业长期面临两大痛点:一是材料成分控制不稳,导致热处理后硬度与韧性难以兼顾,出现脆裂或密封面失效;二是锻造工艺粗放,内部组织致密度不足,在高压循环载荷下容易产生微裂纹,直接影响管道系统的安全运行。山西佳宁锻造股份有限公司正是针对这些行业顽疾,凭借二十年专精锻造经验,将1Cr13法兰产品做到性能稳定、批次一致,成为众多工程项目的可靠选择。
1Cr13法兰的最终服役表现,80%取决于原材料冶炼与成材工艺。佳宁锻造建立了严格的来料检验体系,与国内优质特钢企业合作,每批圆钢均须通过光谱分析、低倍组织检测,确保铬含量控制在12.5%-13.5%区间,碳含量严格遵循0.08%-0.15%的国标范围,杜绝因成分偏析导致淬火后出现异常马氏体组织。在此基础上,公司采用“高温均质化+多向锻拔”工艺,有效破碎铸态枝晶,消除碳化物带状偏析,使最终产品晶粒度稳定在7级以上,为后续热处理奠定均匀的相变基础。

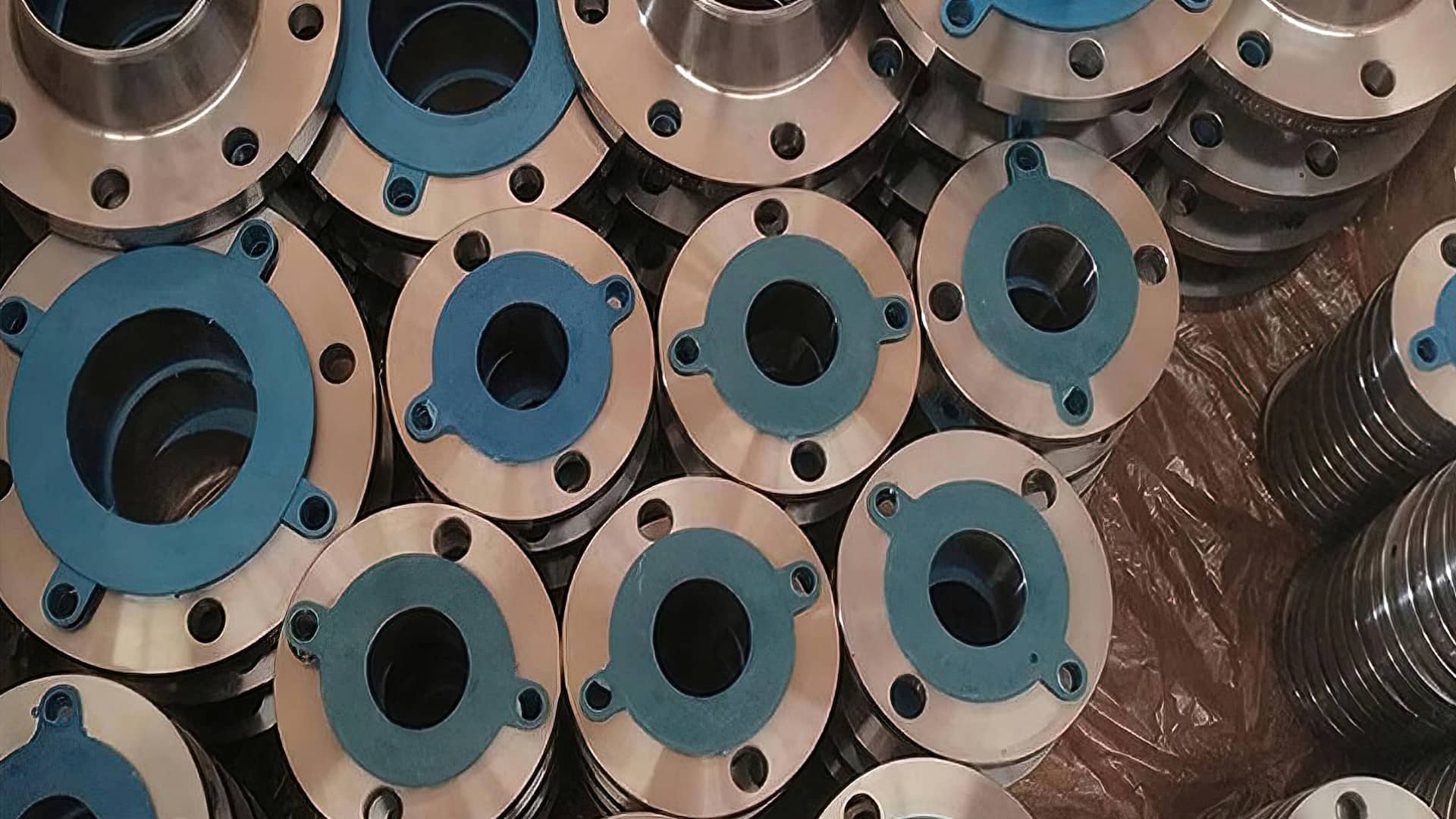
普通法兰锻造常采用单次镦粗后冲孔,易在法兰盘体中心产生疏松或缩孔。佳宁锻造引入“三镦三拔”多向锻造工艺,结合9000吨液压机锻造能力,从棒料加热、镦粗、拔长、预成型到终锻,每道工序均设置变形量监控节点。针对1Cr13材料锻造温度窗口较窄(始锻温度1180℃、终锻温度≥900℃)的特点,公司配备红外连续测温系统,确保坯料在最佳塑性区间完成变形,避免过热过烧或低温锻造裂纹。最终成型的法兰盘体流线分布沿轮廓连续,金属纤维未被切断,密封面及颈部区域的致密度比普通模锻提升15%以上,可承受更高压力等级。
1Cr13法兰的调质处理是决定机械性能的关键环节。佳宁锻造采用“淬火+高温回火”双段可控热处理工艺,淬火加热温度精确在980-1020℃,保温时间按有效壁厚计算后由PLC控制柜自动执行,油冷介质保持50-60℃循环,确保奥氏体向马氏体充分转变。随后进行650-700℃高温回火,使碳化物呈弥散球状析出,有效消除淬火应力。通过数十组工艺试验数据优化,最终产品硬度控制在HB 217-248范围,抗拉强度≥560MPa,断后伸长率≥18%,冲击功≥40J(-20℃),既满足NACE MR0175抗硫化物应力腐蚀开裂要求,又保证法兰螺栓连接时预紧力均匀,避免密封面变形。
佳宁锻造每一件1Cr13法兰均需通过六道自动化检测:毛坯100%超声波探伤(执行NB/T 47013.3 Ⅰ级标准)、热处理后化学成分复核、力学性能试验(含低温冲击)、硬度梯度检测、密封面粗糙度对比以及磁粉探伤。所有检测数据实时上传至MES系统,生成唯一追溯码,客户可通过扫码查询熔炼炉号、锻造批号、热处理曲线及每项检测值。公司已通过ISO 9001及TSG 07-2019特种设备制造许可认证,年产量超5000吨法兰中,1Cr13系列约占30%,广泛用于中石化、神华等大型企业的管道改造项目,现场安装不合格率长期控制在0.2%以下。
针对非标尺寸或异形密封面需求,佳宁锻造储备38种1Cr13专用模具,并可快速定制胎模,从图纸确认到第一件毛坯下线,标准产品3-5天,非标产品7-10天。公司地处山西忻州,依托能源基地铸造产业集群的物流网络,可实现国内主要工业城市48小时交货(整车专线)。联系电话:176-9623-6479,技术团队可提供法兰选型、配对密封垫建议及焊接工艺指导,避免因材料匹配不当导致的现场问题。

选择佳宁锻造的1Cr13法兰,本质上是选择一套从材料到成品、从工艺到检测的完整质量闭环。在追求设备长周期稳定运行的今天,每一处密封节点的可靠性都关乎生产安全。如果您正在寻找一款兼具耐腐蚀性与结构强度的法兰产品,或希望优化现有供应链中的质量波动,不妨致电交流,让专业数据替代经验猜测。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





