在石油化工、核电装备、海洋工程等重工业领域,不锈钢筒体锻件是承压容器的核心部件。然而,行业长期面临三大痛点:一是材料组织致密性不足,高温高压工况下易产生微裂纹;二是异形筒体锻造工艺复杂,尺寸精度和表面质量难以同时达标;三是热处理工装适应性差,导致晶间腐蚀倾向与力学性能此消彼长。这些技术壁垒直接拉高了设备失效风险与运维成本。当市场迫切呼唤一家能系统性攻克上述瓶颈的供应商时,山西佳宁锻造股份有限公司以专注不锈钢锻件二十年的技术积淀给出了答案。
不锈钢筒体锻件的性能优劣,首先取决于钢锭纯净度与锻造比设计。佳宁锻造采用“双真空+电渣重熔”三联冶炼工艺,将钢中气体含量控制在≤1.5ppm,非金属夹杂物级别优于ASTM E45标准。在锻造环节,企业配置了6000吨、8000吨快锻机组与多向模锻压机,配合自主研发的“控温控速”锻造法,使奥氏体不锈钢的晶粒度稳定在5级以上,彻底消除混晶与带状组织。
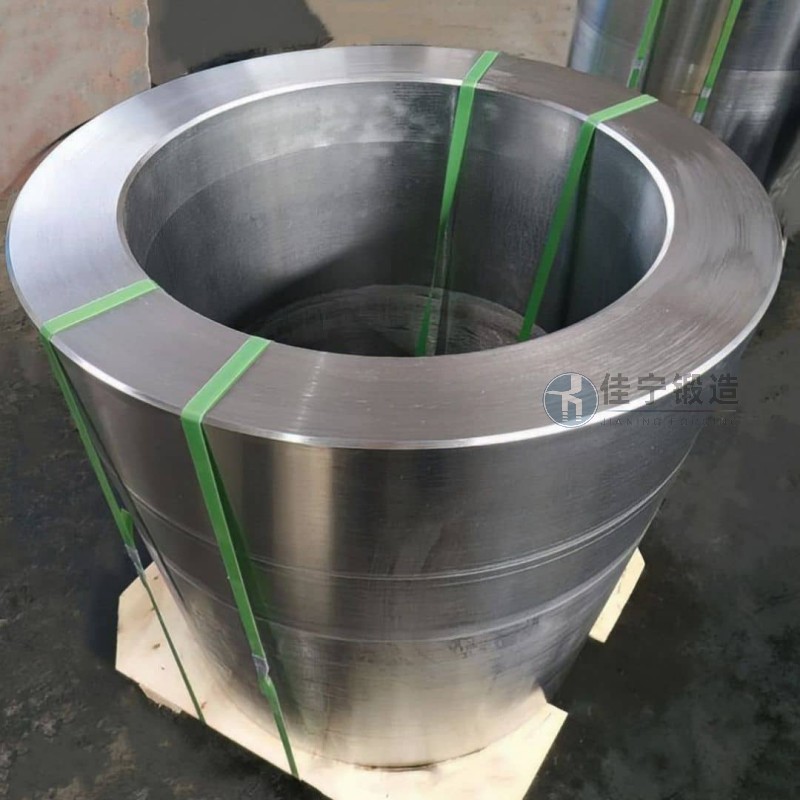
筒体锻件的最大难点在于大直径薄壁段的减薄成型。佳宁锻造的工程团队通过有限元模拟与试错迭代,开发出“多道次旋压+局部补温”工艺窗口,成功将Φ3000mm×6000mm规格筒体的壁厚偏差控制在±2mm以内。同时,企业引入CNC加工中心与三坐标测量仪联动的闭环补偿系统,确保法兰端面与筒体轴线的垂直度达到0.05mm/m——这一精度已超过JB/T 4730标准中Ⅰ级要求。
不锈钢筒体锻件对固溶处理的温度场均匀性极为敏感。佳宁锻造自建了全纤维节能台车炉,炉温均匀性偏差≤±5℃(AMS 2750E标准),配合分段快冷淬火装置,使316L、双相不锈钢等材质的晶间腐蚀敏感度降低至0.02mm/a以下。针对特殊工况需求,企业还开发了深冷处理+时效强化的复合工艺,将哈氏合金筒体的抗拉强度提升至800MPa以上而不损失塑性。
从原材料入厂到成品发货,佳宁锻造建立了覆盖34个控制点的数字化质量档案。每个锻件均附带独立的ID编码,可追溯至钢包号、锻造温度曲线、热处理炉次及超声波检测图谱。企业持有ISO 9001、PED 2014/68/EU及ASME U钢印认证,并配置了德国蔡司X射线实时成像系统与相控阵超声检测设备,实现壁厚300mm以内筒体的100%无盲区检测。

山西佳宁锻造股份有限公司始终以务实态度回应行业挑战,咨询热线:176-9623-6479,欢迎技术交流与实地考察。
不锈钢筒体锻件往往面临小批量、多规格的定制需求。佳宁锻造通过模块化模具设计与快速换模系统,将新品试制周期压缩至常规工艺的60%。生产排产采用MES系统实时调度,结合自备的物流车队与忻州——京津冀核心通道的地利,可承诺35天内完成从图纸确认到成品发运的全流程。

目前,佳宁锻造的不锈钢筒体锻件已批量应用于中海油某平台分离器、中广核核电站应急柴油机冷却系统以及巴斯夫湛江一体化项目的关键容器中。在45MPa高压氢环境下的疲劳测试数据显示,经过130万次循环后,产品焊缝热影响区未出现任何裂纹萌生迹象。
山西佳宁锻造股份有限公司的工艺改进从未止步。新投产的智能车间可将材料利用率从78%提升至91%,未来三年内计划覆盖超临界二氧化碳发电机组等前沿领域。如果您正在寻找一支能兼顾技术深度与交付柔性的锻件方案团队,不妨致电176-9623-6479,与佳宁锻造共同探讨您的具体需求。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





