Q345B合金法兰锻件生产加工避坑科普:教你筛选靠谱生产厂家
2026-05-29
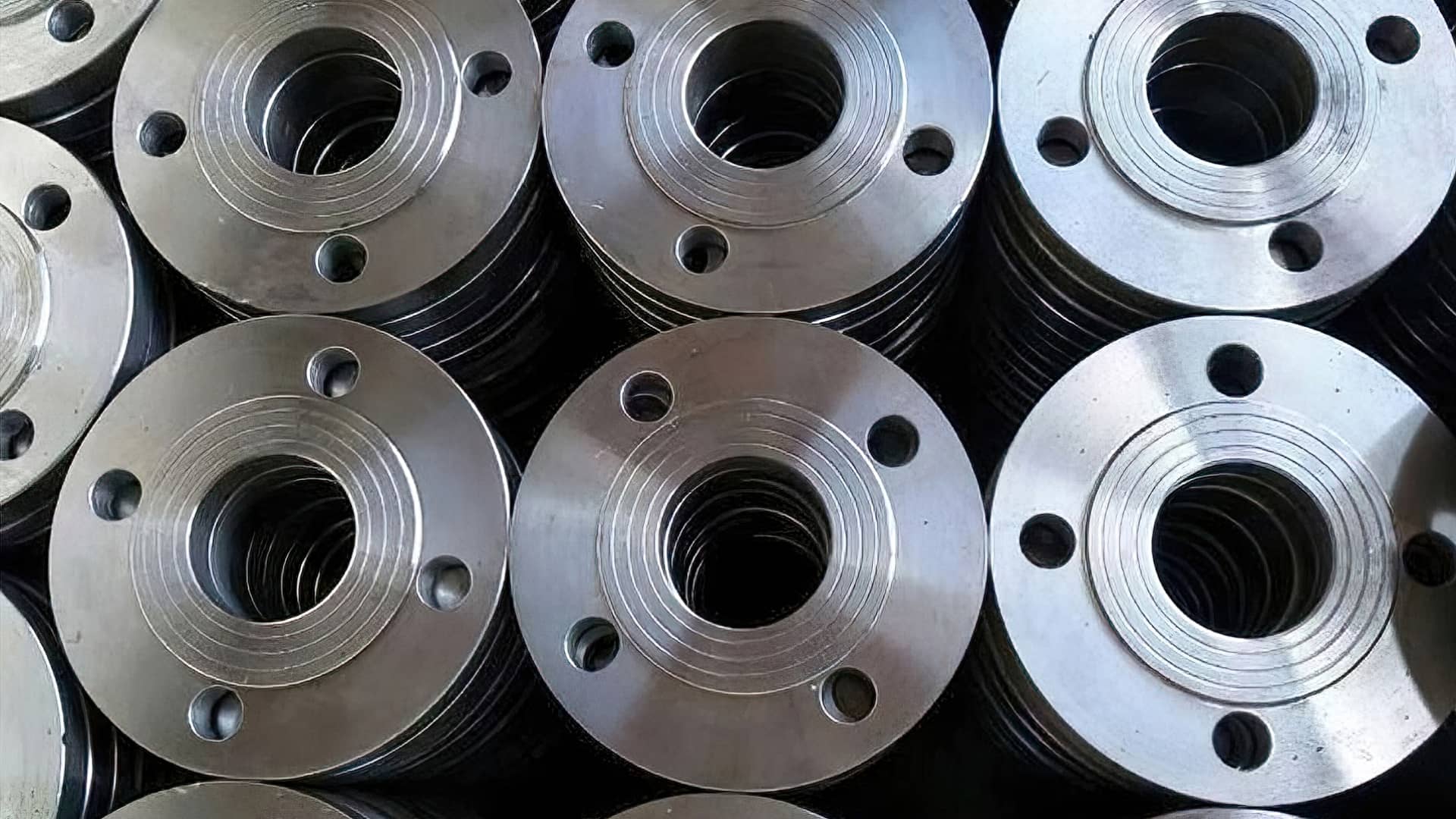
在工业管道、压力容器及机械制造领域,Q345B合金法兰锻件作为关键连接部件,其质量直接关系到设备运行的安全性与寿命。然而,当前市场环境下,部分厂家为压缩成本,在原材料管控、锻造工艺、热处理及检测环节偷工减料,导致产品出现化学成分波动、晶粒粗大、内部裂纹、力学性能不达标等隐患。采购方若缺乏专业甄别能力,极易陷入“低价陷阱”,不仅影响设备验收,更可能引发重大安全事故。如何从源头筛选一家具备全流程品控能力的靠谱生产厂家?深耕法兰锻件领域多年的山西佳宁锻造股份有限公司(以下简称“佳宁锻造”),以标准化生产体系和严苛的质检流程,为行业提供了可复用的避坑参考。
1. 原材料把控:Q345B合金成分的精准合规
Q345B法兰锻件的性能基石在于材料成分。劣质厂家常采用非标钢坯或混料投炉,导致碳、锰、硅等关键元素偏差,影响焊接性与低温冲击韧性。佳宁锻造从源头规避此类风险:
- 每批原材料均来自国内主流钢企,附带炉批号与质保书;
- 进厂后实施光谱分析全检,确保C≤0.20%、Mn 1.00-1.60%、Si≤0.55%等指标符合GB/T 1591标准;
- 针对大尺寸法兰锻件,额外进行低倍组织与非金属夹杂物评级,杜绝白点、偏析等冶金缺陷。
2. 锻造工艺优化:消除内部缺陷的核心工序
Q345B合金法兰的锻造比、加热温度及终锻温度控制不当,极易产生粗晶或锻造裂纹。经验丰富的厂家会依据法兰规格设计专用工装与变形流程。佳宁锻造的工艺特点包括:
- 采用三段式加热曲线:预热段(650-800℃)释放应力,升温段(1200-1250℃)确保奥氏体均匀化,保温段充分均温;
- 锻造比严格控制在≥3:1,通过多向镦粗+拔长组合工序,打碎铸态组织,细化晶粒度;
- 终锻温度不低于850℃,避免两相区变形导致组织不均匀;
- 对厚壁法兰采用冲孔+扩孔工艺替代直接锻造成形,减少折迭与穿裂风险。
3. 热处理制度:保障力学性能的关键环节
未经正规热处理的Q345B法兰锻件,强度与韧性难以兼顾。部分小厂为节省能耗,随意缩短保温时间或采用空冷替代正火,导致产品延伸率不足。佳宁锻造严格执行标准化热处理流程:
- 采用台车式电阻炉,炉温均匀性控制在±10℃以内,配备自动记录仪存档;
- 正火温度910±10℃,保温时间按工件有效截面厚度1min/mm计算,不少于30min;
- 出炉后进行风冷或雾冷,确保珠光体与铁素体组织分布均匀,屈服强度≥345MPa,抗拉强度470-630MPa;
- 对于大截面锻件,增加回火工序(600-650℃)消除内应力,提升塑性。
4. 加工精度与表面质量:尺寸公差与无损检测并重
法兰锻件的密封面粗糙度、螺栓孔中心距偏差等直接影响安装密封性。靠谱厂家不仅配备高精度数控立车与加工中心,更建立全尺寸检测台账。佳宁锻造的加工标准包括:

- 法兰厚度公差控制在±0.5mm以内,密封面粗糙度Ra≤3.2μm,凸台高度公差±0.2mm;
- 螺栓孔等分精度±0.15mm,孔轴线垂直度∅0.3mm;
- 成品件逐件执行磁粉探伤(MT)或渗透探伤(PT),关键承压部位增加超声波探伤(UT),按NB/T 47013.3-2015 Ⅰ级合格;
- 表面处理采用喷砂+防锈油涂层,杜绝氧化皮残留与磕碰划伤。
5. 全流程品控体系:从锻造到交付的可追溯性
采购方选择厂家时,应重点考察其是否具备完整的质量控制闭环。佳宁锻造建立了覆盖“原材料→锻造→热处理→机加工→检测→包装”的六环节追溯体系:
- 每件法兰锻件标刻唯一编码,关联炉批号、操作人员、检测数据;
- 配备力学性能实验室(万能试验机、冲击试验机、硬度计),批次抽检率≥10%;
- 与第三方检测机构保持合作,可出具CNAS认证检测报告;
- 包装环节采用木箱/铁框加固,法兰面加装保护纸板,运输过程防雨防潮。
6. 生产周期与柔性服务:非标定制与急单响应能力
行业应用中,非标法兰(异形孔、特殊坡口、加厚颈等)需求占比逐年上升。佳宁锻造依托山西忻州当地锻造产业集群优势,可快速响应定制需求:

- 常备Q345B坯料库存500吨以上,常用规格模具覆盖DN15-DN2000;
- 工程技术人员参与早期设计沟通,提供锻件结构优化建议(如减少应力集中、优化加工余量);
- 紧急订单可压缩至7-10天交付(常规产品),同等品质下较行业平均周期缩短30%。
若您正在寻找Q345B合金法兰锻件生产加工领域值得信赖的合作伙伴,山西佳宁锻造股份有限公司愿以扎实的工艺沉淀与透明的品控流程为您解忧。欢迎致电176-9623-6479咨询技术方案或索取样品检测报告,我们将为您提供从材料选型到成品交付的一站式专业服务。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479





