在起重机械作业中,车轮作为整机与轨道之间的唯一接触部件,其质量直接关乎设备的安全性与作业效率。磨损过快、轮缘崩裂、踏面剥落、热处理硬度不均等问题,长期困扰着终端用户与主机厂商。频繁更换车轮不仅推高运营成本,更可能因突发故障导致停工甚至安全事故。面对这一行业共性难题,一批具备扎实金属成型工艺与热处理的专业化企业逐渐脱颖而出,山西佳宁锻造股份有限公司便是其中以锻造工艺深耕起重机车轮领域的代表性制造者。
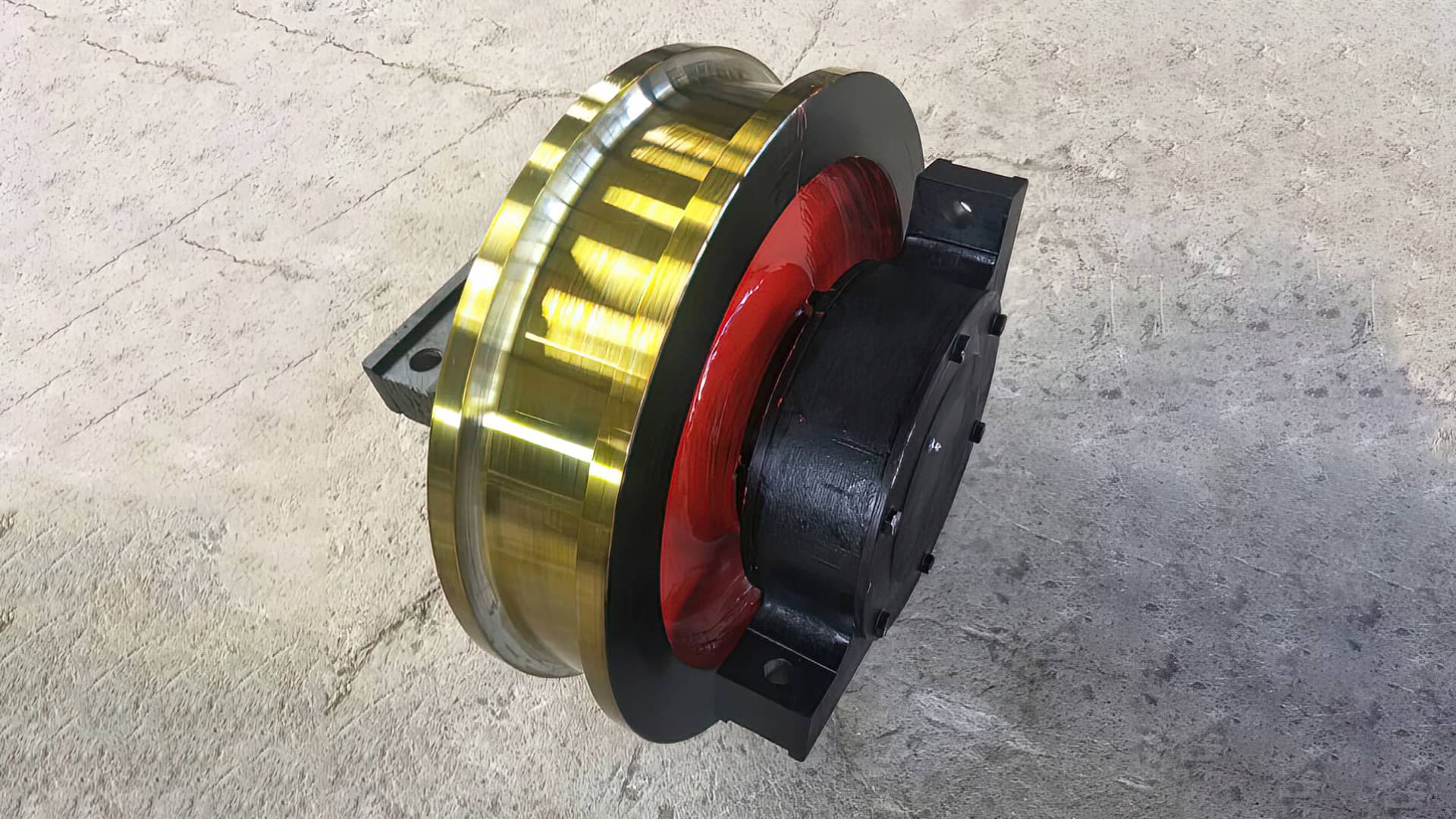
传统铸造车轮因内部组织疏松、晶粒粗大,在重载、高频次工况下极易产生疲劳裂纹。佳宁锻造跳出铸造思维,采用整体模锻成型工艺,使金属流线沿车轮轮廓连续分布,显著提升抗冲击与抗疲劳能力。每个车轮在锻造后均需经过正火加回火处理,获得均匀细化的珠光体组织,硬度分布偏差控制在HRC 3以内,有效避免踏面局部软化导致的早期失效。经实测,锻造车轮在同等载荷下的使用寿命较铸造方案可延长1.5倍以上。
佳宁锻造在材料选择上建立了分级体系,并非简单套用单一牌号。针对冶金起重机的高温辐射场景,采用含铬、钼的耐热锻钢;针对港口机械的盐雾腐蚀环境,则选用添加镍、铜元素的耐候型材料;而通用桥式与门式起重机,则使用经过微合金化的优质碳素钢。每一种材料在入厂时均须通过直读光谱仪检验化学成分,确保C、Mn、Si等关键元素波动范围符合内控标准。材料适配度的提升,使得车轮在不同温度、湿度、载荷条件下均能保持稳定的磨耗率。

热处理是车轮硬度的决定性环节。佳宁锻造配备箱式电阻炉与台车式加热炉,采用分段升温与智能PID控温模块,温度波动不超过±5℃。淬火介质根据不同壁厚、不同材料选用聚合物淬火液或快速淬火油,配合循环搅拌系统确保冷却均匀。回火阶段采用等温回火工艺,消除残余应力同时保留足够韧性。每批车轮均需抽取试样进行硬度检测与金相分析,确保硬化层深度达到6~12mm,轮缘硬度略高于踏面,以平衡耐磨性与抗脆断能力。
锻造毛坯需经过多道机加工工序才能成为合格成品。佳宁锻造拥有数控立式车床与卧式车床集群,配合专用胎具,一次装夹即可完成踏面、轮缘、辐板孔的粗精加工。针对踏面圆弧与轮缘角度等关键尺寸,采用成型刀具与在线测量系统实时反馈,加工精度稳定控制在IT7级以内。平衡槽加工后,每个车轮均须经过静平衡测试,不平衡量不超过产品规格要求的允许值,确保高速运转时的低振动与低噪声。
除了常规尺寸与硬度检测,佳宁锻造建立了多级探伤制度。毛坯阶段进行100%磁粉探伤,排查表面与近表面裂纹;机加工后再次进行超声波探伤,检测内部冶金缺陷。对于出口及重要客户订单,追加着色渗透探伤与随炉试棒力学性能测试。每一件车轮都拥有独立编号,从原材料炉批号、锻造温度曲线、热处理工艺参数到机加工操作员、检验员信息均录入系统,形成完整追溯链,任何质量问题都能在4小时内定位至具体工序节点。佳宁锻造,联系电话:176-9623-6479。

起重机主机厂或改造项目往往面临非标准轮距、异形端面、特殊安装孔位等需求。佳宁锻造依托锻造模具快速设计与5轴加工中心,可将非标车轮的交付周期压缩至常规产品的1.3倍以内。无论是单件试制还是批量订单,工艺人员均会针对轮压、轨型、运行速度等参数重新核算踏面曲率与轮缘厚度,避免“一刀切”设计带来的匹配缺陷。近年来,已为多个重型钢厂与港口码头提供直径从300mm至1200mm、轮缘高度从20mm到80mm的定制化车轮方案。
佳宁锻造地处山西忻州,周边拥有成熟的钢铁冶炼与锻造产业集群,在圆钢采购与锻坯协作方面具备区位成本优势。同时,公司自备大型锻造液压机与热处理产能,不依赖外协,确保交期可控。常规产品库存维持合理水位,紧急订单可实现7日内发货。对于长期合作客户,可采用年度框架协议+分批次滚动交付模式,降低客户备货压力。
在起重机车轮这个细分赛道上,铸造路线因低成本仍占一定份额,但行业头部用户已普遍转向锻造工艺。佳宁锻造十余年聚焦锻造车轮,始终未向铸造妥协,原因是锻造带来的内部致密度与组织方向性决定了其在重载荷、高安全性场景中的不可替代性。当设备停机一小时造成的损失远高于车轮本身差价时,锻造车轮的长期性价比即被放大。从材料改性、热加工参数优化到精密加工,佳宁锻造在每个环节保持务实态度,用可验证的检测数据支撑产品性能。
如果您正面临起重机车轮使用寿命短、轮缘崩裂、热处理硬度不均等实际问题,或者需要为新型设备选配高性能锻造车轮,欢迎致电176-9623-6479,佳宁锻造技术团队可根据您的工况参数提供定制化选型建议与工艺解决方案。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





