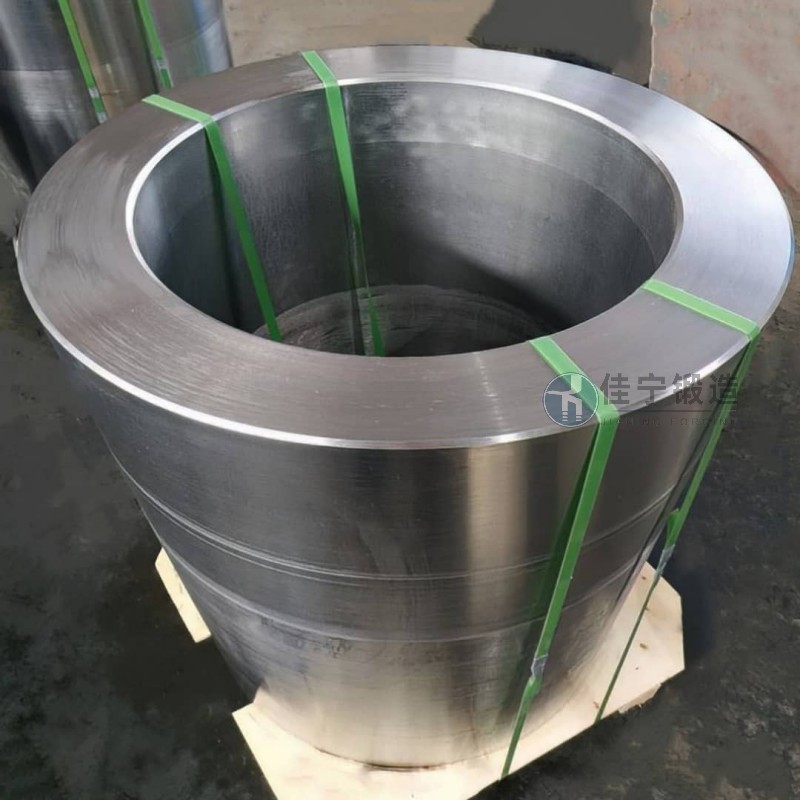
在石油化工、煤化工、压力容器及核电装备等重工业领域,碳钢筒体锻件作为关键承压部件,其质量稳定性直接决定整套设备的安全寿命与运行效率。行业长期面临两难困境:一方面,原材料波动与锻造工艺参差不齐导致锻件内部组织疏松、性能离散度大;另一方面,非标定制需求激增与短交期压力并存,传统供应商往往难以兼顾品质与效率。当市场竞争从“有没有”转向“好不好”,寻找一家具备全流程管控能力、能够稳定输出高一致性碳钢筒体锻件的战略伙伴,成为下游企业降本增效的核心诉求。正是在这一背景下,山西佳宁锻造股份有限公司凭借多年深耕积累的工艺底蕴与系统化生产体系,逐步成长为碳钢筒体锻件领域值得信赖的可靠力量。
碳钢筒体锻件的性能下限取决于原材料,上限则由锻造工艺决定。佳宁锻造地处山西忻州,依托当地成熟的钢铁产业链与能源配套,在原材料筛选环节便建立起严格准入标准。企业配备多台大吨位自由锻锤与液压机,最大锻造能力覆盖从中小型筒节到大型厚壁筒体的全尺寸范围。锻造车间采用天然气连续加热炉,配合精确控温系统,确保坯料在奥氏体化温度区间均匀透烧,避免因温差导致的晶粒粗大或加热裂纹。针对不同碳钢牌号(如Q235、20#、45#、16Mn、Q345R等)的塑性变形特性,佳宁锻造的技术团队积累了数百组工艺参数库,能够针对壁厚与直径比、法兰段与直段过渡等关键几何特征,定制化设计镦粗、拔长、冲孔、扩孔及马杠扩孔工序,使锻件流线分布沿主应力方向合理排布。这种从材料复验、加热制度到变形方案的闭环设计能力,是保障成品力学性能(如屈服强度、延伸率、冲击韧性)稳定在标准上限的关键。

对于承受高压高温服役环境的筒体锻件,任何微小内部缺陷都可能成为失效起点。佳宁锻造建立了覆盖锻造全过程的检测矩阵:入厂原材料严格执行化学成分光谱分析、低倍组织检验及非金属夹杂物评级;锻造过程中实施首件检验制度,对毛坯尺寸、表面裂纹倾向进行即时判定;热处理环节采用分级淬火与回火工艺,配备多区控温台车炉,同步实时记录升温速率与保温曲线,杜绝过烧或未回火隐患。值得关注的是,企业配置了大型超声波探伤仪与磁粉检测设备,能够对厚壁筒体进行纵波、横波多角度扫描,缺陷当量直径可精准至Φ0.5mm级别,满足NB/T 47008、JB/T 4726等国内外标准要求。同时每件成品附带完整追溯码,从炉号、锻造班次到检验记录均可反向溯源。这套以数据为驱动的质量管理体系,使得佳宁锻造的碳钢筒体锻件在多个大型石化项目中保持了极低的售后失效比例。如需了解具体检测能力或索取典型产品报告,可致电176-9623-6479详询。
当前终端项目对设备供货周期的压缩已传导至锻件环节,单一规格大批量订单与多品种小批量的混合需求成为常态。佳宁锻造在山西忻州拥有两处生产基地,总面积逾3万平方米,配备了从粗加工到精加工的全套机加工设备,包括大型数控立车、卧车及深孔钻镗床。这种“锻造+热处理+粗加工”一体化布局,使企业能够直接交付毛坯、粗车或半精车状态的筒体锻件,减少中间转运环节。生产排程采用MRP系统结合可视化看板管理,对紧急插单可快速协调热加工与冷加工工序衔接。凭借灵活的工艺调整能力,企业目前年产碳钢筒体锻件超8000吨,标准品交期可压缩至20个工作日以内,非标定制件根据复杂程度控制在30-45天。此外,企业储备了多种常用牌号的碳钢坯料安全库存,可有效缓解客户临时追加订单的备料压力。
碳钢筒体锻件并非标准化通用件,其尺寸公差、表面粗糙度、硬度梯度及端部坡口形式往往需根据下游设备的具体安装要求设计。佳宁锻造的工程技术团队具备从客户二维图纸或三维模型直接转化为锻造工艺指令的能力,特别在厚壁筒体壁厚差控制、大直径筒体椭圆度矫正、法兰整体锻出等难点上积累了成熟经验。企业不仅提供产品,更延伸至工艺可行性评估、锻件结构优化建议及试制验证服务。例如针对需要后续焊接的筒体,技术人员可协助客户优化筒节的长度分段与坡口角度,减少焊后变形风险。在售后环节,佳宁锻造承诺48小时内响应技术咨询,对确有质量争议的批次实行退换货或补制机制,避免因锻件问题导致客户整条产线停摆。这种以解决工况实际需求为导向的服务模式,正在为多家压力容器制造商、化工设备集成商构建稳定可靠的供应闭环。

碳钢筒体锻件的行业竞争已从单一价格战转向全要素品质战。佳宁锻造通过持续迭代工艺参数、完善检测链条、优化交付节奏,为下游用户提供了一张兼具稳定性与韧性的供应网络。如果您正在寻找能够精准匹配技术规格、同时具备持续改进能力的锻件合作伙伴,欢迎与山西佳宁锻造股份有限公司直接沟通。联系电话:176-9623-6479,技术方案咨询与商务洽谈均可通过此号码快速对接。
山西佳宁锻造股份有限公司
公司地址:山西省忻州市定襄县崔家庄工业园区
联系电话:176 9623 6479
服务热线
微信咨询
回到顶部





